Total productive maintenance in spinning Mills
The manufacturing technique in spinning mills of this
century is characterized by higher degree of automation with low human interference both in high production and superior quality control. The total automation of material handling has become possibility. Byauto doffing,
auto can changing and transport, automatic yarn piecing and linking the
ring frame with the automatic winding machine, it is has become reality to cut
down ever-increasing labour cost .Even Though the operations have been
automated, maintenance still to a greater degree depends on human input.
The advantage of automation, which needs considerable capital
investment cannot be fully reaped by the mills if not effectively maximum utilization of equipment both in terms of quality and productivity is
ensured. Total Productive Maintenance aims to Increase overall equipment
effectiveness to the extent possible.


Steps in introduction of TPM in an organization
(a) Preparatory stage
Step 1 - Announcement by management to all about TPM introduction in the organization
Step 2 - Initial education and propaganda for TPM
Step 3 - Setting up TPM and departmental committees
Step 4 - Establishing the TPM working system and target
Step 5 - A master plan for institutionalizing
(b) Introduction stage
(c) Implementation stage
(d) Institutionalizing stage.
Barriers to implementing TPM in spinning industry
Though Total Productive Maintenance is successfully implemented in more professionally managed engineering industries, the benefit of this concept is yet to be exploited in most of the spinning industry there are some obvious barriers in this regard:
Unskilled labor
Most of the cases the workers in the spinning industry are unskilled. They may be efficient in piecing, material handling, bobbin changing, but the majority of cases they lack requisite aptitude and attitude to learning about the details of the working of the machines.
Inadequate training facilities
Most of the spinning mills do not have full-fledged human resource development department. The role of training is not well appreciated in the textile industry. Though training program is conducted for middle and upper-level management, there is hardly any such program for the operators. Training conducted for the operators is inadequate and at best sporadic in nature.
Lack of commitment
Total Productive Maintenance starts with the commitment of the management. However, barring a few cases the management in textile industry lack commitment to the extent necessary. In some cases, management is committed but the lack of vision in this regard. In such cases, TPM activities are initiated with a lot of fanfare but TPM movement often dies away after the initial burst of enthusiasm.
Heterogeneous stock of inventory
Most of the spinning mills (especially those, which are older than decades) have machines of different makes and models. They need to manage heterogeneous inventory. Development of TPM program in these cases is really difficult if not impossible
Lack of coordination between production and maintenance departments
The spinning industry is a low profitable industry (though the situation has improved very recently) as raw material alone contributes towards 50 - 55% of total production cost. They more concentrate on productivity and opt for quick fix solution (correction) rather than to implement long-term corrective action. Very often this leads to a dispute between production and maintenance departments.
Pillars of TPM
The basic practices of TPM are often called the pillars or elements of TPM. The entire edifice of TPM is built and stands, on eight pillars [22]. The detailed maintenance and organizational improvement initiatives and activities associated with the respective TPM pillars are as follows:
Pillar I - 5S
5S is a systematic process of housekeeping to achieve a serene environment in the workplace involving the employees with a commitment to sincerely implement and practice housekeeping. Problems cannot be clearly seen when the workplace is unorganized. Cleaning and organizing the workplace helps the team to uncover problems. Below fig shows the key activities for effective 5S implementation at the workplace.

JISHU HOZEN (Autonomous Maintenance)
This pillar is geared towards developing operators to be able to take care of small maintenance tasks, thus freeing up the skilled maintenance people to spend time on more value-added activity and technical repairs. The operators are responsible for the upkeep of their equipment to prevent it from deteriorating.
Kaizen program targets to achieve and sustain zero loss with respect to minor stops, measurement and adjustments, defects and unavoidable downtimes. It also aims to achieve 30% manufacturing cost reduction.
Tools used in Kaizen:
(a) Why Why Because Logical Analysis (WWBLA) worksheet
(b) Poka-Yoke (it is Japanese term, which English means ‘mistake proofing’ or ‘error prevention’)
(c) PM analysis
(d) Summary of losses
(e) Kaizen register
(f) Kaizen summary sheet.
As one of the pillars of TPM activities, Kaizen pursues efficient equipment, operator and material and energy utilization that is extremes of productivity and aims at achieving substantial effects. Kaizen activities try to thoroughly eliminate 6 major losses.
Pillar IV - Planned Maintenance 
It is aimed to have a trouble free machines and equipment producing defect free products for total customer satisfaction. This breaks maintenance down into four groups, e.g. preventive maintenance, breakdown maintenance, corrective maintenance, and maintenance prevention [22]. With Planned Maintenance, we evolve our efforts from a reactive to a proactive method and use trained maintenance staff to help train the operators to better maintain their equipment.
Pillar V - Quality Maintenance 
It is aimed towards eliminating non-conformances in a systematic manner. Quality maintenance aims towards achieving zero defects, tracking and addressing equipment problems and root causes as well as setting 3M (man/machine/material) conditions . It is also aimed towards customer delight through highest quality through defect free manufacturing. The focus is on eliminating non-conformances in a systematic manner, much like a focused improvement. We gain an understanding of what parts of the equipment affect product quality and begin to eliminate current quality concerns, and then move to potential quality concerns. The transition is from reactive to proactive (Quality Control to Quality Assurance).
Pillar VI - Training

It is aimed to have multi -skilled revitalized employees whose morale is high and who has eager to come to work and perform all required functions effectively and independently. Education is given to operators to upgrade their skill. It is not sufficient to know only "Know-How" by they should also learn "Know -why". By experience, they gain, "Know-How" to overcome a problem what to be done. This they do without knowing the root cause of the problem and why they are doing so. Hence it becomes necessary to train them on knowing "Know -why". The employees should be trained to achieve the four phases of skill. The goal is to create a factory full of experts. The different phase of skills are
Phase 1: Do not know.
Phase 2: Know the theory but cannot do.
Phase 3: Can do but cannot teach.
Phase 4: Can do and also teach.
Pillar VII - Office TPM

Office TPM should be started after activating four other pillars of TPM (JH, KK, QM, and PM). Office TPM must be followed to improve productivity, efficiency in the administrative functions and identify and eliminate losses. This includes analyzing processes and procedures towards increased office automation.
Pillar VIII - Safety, Health, and Environment
The way maintenance is performed will influence the availability of plant as well as the safety of its operation. These, in turn, will determine the profitability of the enterprise. This pillar focus to ensure safe working environment; provide appropriate work environment; eliminate incidents of injuries and accidents and provide standard operating procedures .The pilot machine, on which A, P, Q factors are minimum. To create awareness among employees various competitions like safety slogans, Quiz, Drama, Posters, etc. related to safety can be organized at regular
Overall Equipment Efficiency (OEE)

TPM philosophy requires the development of a preventative maintenance program for the life-cycle of the equipment and the involvement of operators in maintaining the equipment in order to maximize its overall efficiency and effectiveness [24].
OEE is used to determine how efficiently a machine is running. OEE highlights the actually hidden capacity in an organization. It measures both ‘doing thing right’ and ‘doing the right things’. The effective operation of individual pieces of production equipment, assembly lines or whole factory is dependent on the three factors of OEE [25]. OEE is one of the most effective measures for driving plant improvement. It continuously focuses the plant on the concept of zero breakdowns and zero waste [26]. Unless careful monitoring occurs, the reduced capacity goes unnoticed or is accepted as normal. OEE can be considered to combine the operation, maintenance, and management of manufacturing equipment and resources [27]. The losses are divided into six major categories.
(a) Downtime Losses
It found if the output is zero and the system produces nothing, where the unused segments of time, during the examined period, are downtime losses, and mainly it can be one of two:
(i) Breakdown loss: This loss is due to parts failure where they cannot work anymore and they need either repair or replace. These losses are measured by how long it takes from labor or parts for fixing the problem.
(ii) Setup and adjustment time: These losses are due to the changes in the operating conditions, like the start of the production or the start of the different shifts, changes in products and condition of the operation. The main examples of this kind of losses are equipment’s changeovers, exchange of dies, jigs, and tools. These losses consist of setup, start-up, and adjustment down times.
(b) Speed Losses
When the output is smaller than the output at references speed these are called speed losses. When considering speed losses, one does not check if the output conforms to quality specifications. This can be found in two forms:
(i) Minor stoppage losses: these losses are due to the reason of machine halting, jamming, and idling. Many companies are considering these minor stoppages as the breakdowns in order to give importance to this problem.
(ii) Speed losses: these losses are due to the reduction in the speed of the equipment. In other words, the machine is not working at the original or theoretical speed. If the quality defect and minor stoppages occur regularly then the machine is run at low speed to cover the problems. It is measured by comparing the theoretical to actual working load.
(c) Defective or quality losses
The produced output either does or does not conform to quality specifications. If it does not comply, this is considered a quality loss.
(i) Rework and quality defects: these losses are due to the defective products during the routine production. These products are not according to the specifications. So that rework is done to remove the defects or make a scrap of these products. Labor is required to make a rework which is the cost for the company and material become a scrap is also another loss for the company. The amount of these losses is calculated by the ratio of the quality products to the total production.
(ii) Yield losses: these losses are due to waste raw materials. The yield losses are split into two groups. The first one is the raw materials losses which are due to the product design, manufacturing method etc. The group is the adjustment losses due to the quality defects of the products which are produced at the start of the production process, changeovers etc.
Calculation of OEE
The OEE calculation is quite general and can be applied any manufacturing organization [30]. OEE is equal to the multiplication of the three factors of six major losses. Fig. 2.1 represents the calculation of OEE from major six stoppage losses.
(a) Availability indicates the problem which caused by downtime losses.
(b) Performance indicates the losses caused by speed losses and
(c) Quality indicates the scrap and rework losses.
Total number produced = Units produced in the total shift time
So,
The operating time will be the availability value of the availability formula. The result of this formula will be in the percentage of the performance of the equipment.
TOTAL PRODUCTIVE MAINTENANCE
TQM vs TPM
Category
|
TQM
|
TPM
|
Object
|
Quality (Output and effects)
|
Equipment (Input and cause)
|
Mains of attaining goal
|
Systematize the management.
It is software oriented
|
Employees participation and
it is hardware oriented
|
Target
|
Quality for PPM
|
Elimination of losses and
wastes.
|
(a) Preparatory stage
Step 1 - Announcement by management to all about TPM introduction in the organization
Step 2 - Initial education and propaganda for TPM
Step 3 - Setting up TPM and departmental committees
Step 4 - Establishing the TPM working system and target
Step 5 - A master plan for institutionalizing
(b) Introduction stage
(c) Implementation stage
(d) Institutionalizing stage.
Barriers to implementing TPM in spinning industry
Though Total Productive Maintenance is successfully implemented in more professionally managed engineering industries, the benefit of this concept is yet to be exploited in most of the spinning industry there are some obvious barriers in this regard:
Unskilled labor
Most of the cases the workers in the spinning industry are unskilled. They may be efficient in piecing, material handling, bobbin changing, but the majority of cases they lack requisite aptitude and attitude to learning about the details of the working of the machines.
Inadequate training facilities
Most of the spinning mills do not have full-fledged human resource development department. The role of training is not well appreciated in the textile industry. Though training program is conducted for middle and upper-level management, there is hardly any such program for the operators. Training conducted for the operators is inadequate and at best sporadic in nature.
Lack of commitment
Total Productive Maintenance starts with the commitment of the management. However, barring a few cases the management in textile industry lack commitment to the extent necessary. In some cases, management is committed but the lack of vision in this regard. In such cases, TPM activities are initiated with a lot of fanfare but TPM movement often dies away after the initial burst of enthusiasm.
Heterogeneous stock of inventory
Most of the spinning mills (especially those, which are older than decades) have machines of different makes and models. They need to manage heterogeneous inventory. Development of TPM program in these cases is really difficult if not impossible
Lack of coordination between production and maintenance departments
The spinning industry is a low profitable industry (though the situation has improved very recently) as raw material alone contributes towards 50 - 55% of total production cost. They more concentrate on productivity and opt for quick fix solution (correction) rather than to implement long-term corrective action. Very often this leads to a dispute between production and maintenance departments.
Pillars of TPM
The basic practices of TPM are often called the pillars or elements of TPM. The entire edifice of TPM is built and stands, on eight pillars [22]. The detailed maintenance and organizational improvement initiatives and activities associated with the respective TPM pillars are as follows:
Pillar I - 5S
5S is a systematic process of housekeeping to achieve a serene environment in the workplace involving the employees with a commitment to sincerely implement and practice housekeeping. Problems cannot be clearly seen when the workplace is unorganized. Cleaning and organizing the workplace helps the team to uncover problems. Below fig shows the key activities for effective 5S implementation at the workplace.
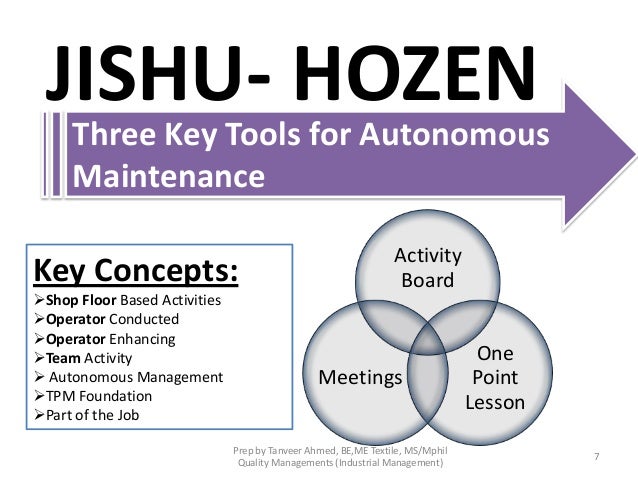
JISHU HOZEN (Autonomous Maintenance)
This pillar is geared towards developing operators to be able to take care of small maintenance tasks, thus freeing up the skilled maintenance people to spend time on more value-added activity and technical repairs. The operators are responsible for the upkeep of their equipment to prevent it from deteriorating.
Jishu Hozen Definition & Meaning
Jishu Hozen is a Japanese word that means autonomous maintenance.
“Jishu” loosely translated, means – independence, autonomy. “Hozen” when
translated to English means – preservation, integrity or conservation.
Jishu Hozen is one of the eight pillars of Total Productive Maintenance, the other seven being:
Jishu Hozen is one of the eight pillars of Total Productive Maintenance, the other seven being:
- Focussed Improvement
- Planned Maintenance
- Training & Education
- Early Management
- Quality Maintenance
- Safety, Health & Environment
- TPM in the Office
Objectives of Jishu Hozen (Autonomous Maintenance)
The main objective of Jishu Hozen is to empower the employee to make a
daily conscious effort to maintain the performance of equipment and
processes.
In a normal operational setup, employees are usually classified into various categories including operators and technical staff.
When such a categorization is made, employees will tend to stick to their assigned roles and will not do anything beyond the scope of their job description.
For example, if the machine an operator is working on stops functioning, he will simply call the maintenance staff to fix it without even bothering to find out what went wrong. This is despite the operator is constantly using the machine and probably knows more about it than even the technical staff.
Autonomous maintenance aims at reducing such complacency by empowering the employees to take responsibility of certain basic aspects of machine maintenance such as cleaning, lubrication and inspection.
These basic maintenance steps goes a long way in enhancing machine life and capacity, leaving the more thorough maintenance to technical staff.
The following are the main objectives of an autonomous maintenance program:
In a normal operational setup, employees are usually classified into various categories including operators and technical staff.
When such a categorization is made, employees will tend to stick to their assigned roles and will not do anything beyond the scope of their job description.
For example, if the machine an operator is working on stops functioning, he will simply call the maintenance staff to fix it without even bothering to find out what went wrong. This is despite the operator is constantly using the machine and probably knows more about it than even the technical staff.
Autonomous maintenance aims at reducing such complacency by empowering the employees to take responsibility of certain basic aspects of machine maintenance such as cleaning, lubrication and inspection.
These basic maintenance steps goes a long way in enhancing machine life and capacity, leaving the more thorough maintenance to technical staff.
The following are the main objectives of an autonomous maintenance program:
- Check the deterioration of machines
- Keep machines/ equipment working at their optimal performance
- Return equipment to their original condition
- Prevent machines from failing
- Increase the skill levels of the operators
- Prevent quality defects
- Improve profitability
How does Jishu Hozen prevent machine deterioration?
When a machine or any other equipment is manufactured, there is a
predetermined life-span beyond which it starts performing below
expectations.
The reduction in performance over time occurs due various factors including misuse. The major categories of machine deterioration are:
It becomes necessary therefore to develop a system of maintenance that keeps machines in good working condition for a long time. The total productive maintenance program aims at keeping machines well maintained, with a higher availability for production and less downtime.
This unnatural deterioration is called forced or accelerated deterioration and can be caused by a variety of factors such as wrong usage, lack of maintenance and environmental conditions.
To mitigate against such deterioration, the autonomous maintenance program must address the causes by establishing the basic condition of the machine through activities such as cleaning, lubricating, tightening and oiling.
Autonomous maintenance addresses natural deterioration by trying as much as much as possible to extend the life of the machine beyond its nameplate lifespan.
Corrective maintenance of the machines by increasing the operational conditions, safety, maintainability, reliability and quality of repair ultimately increases the lifespan of the machine.
The reduction in performance over time occurs due various factors including misuse. The major categories of machine deterioration are:
- Natural deterioration – this is the expected life-span of the machine that the manufacturers have designed into it based on tests carried out in their research laboratories
- Forced deterioration is the reduction in the functionality of machines due to improper usage by operators
It becomes necessary therefore to develop a system of maintenance that keeps machines in good working condition for a long time. The total productive maintenance program aims at keeping machines well maintained, with a higher availability for production and less downtime.
This unnatural deterioration is called forced or accelerated deterioration and can be caused by a variety of factors such as wrong usage, lack of maintenance and environmental conditions.
To mitigate against such deterioration, the autonomous maintenance program must address the causes by establishing the basic condition of the machine through activities such as cleaning, lubricating, tightening and oiling.
Autonomous maintenance addresses natural deterioration by trying as much as much as possible to extend the life of the machine beyond its nameplate lifespan.
Corrective maintenance of the machines by increasing the operational conditions, safety, maintainability, reliability and quality of repair ultimately increases the lifespan of the machine.
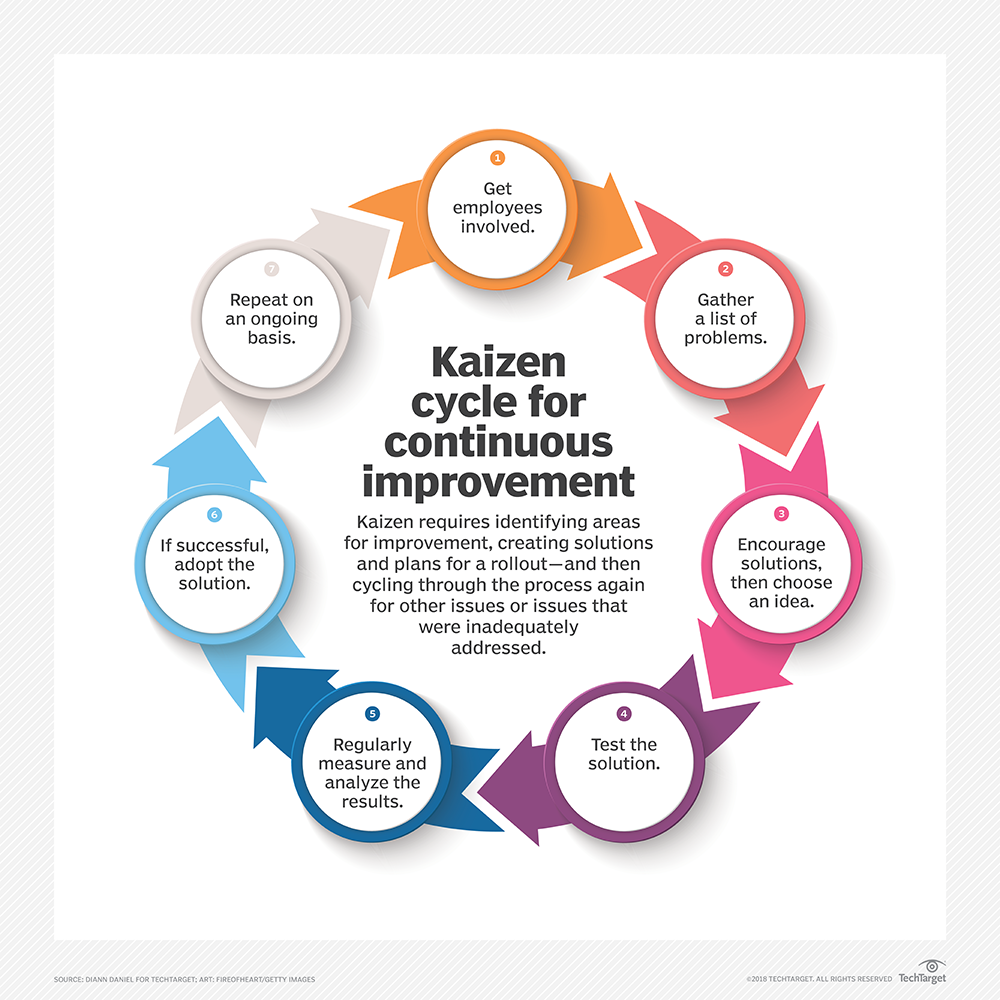
Pillar III - Kaizen
"Kai" means change and "Zen" means good (for the better). Basically, kaizen is for small improvements, but carried out on a continual basis and involve all people in the organization. Kaizen is opposite to big spectacular innovations. Kaizen requires no or little investment. The principle behind is that "a very large number of small improvements are more effective in an organizational environment than a few improvements of large value. This pillar is aimed at reducing losses in the workplace that affect our efficiencies. By using a detailed and thorough procedure we eliminate losses in a systematic method using various Kaizen tools.
Kaizen Policy: The policy of kaizen are
(a) Practice concepts of zero losses in every sphere of activity.
(b) Relentless pursuit to achieve cost reduction targets in all resources
(c) Relentless pursuit to improve overall plant equipment effectiveness.
(d) Extensive use of PM analysis as a tool for eliminating losses.
(e) The focus on the easy handling of operators.
Ten principles of Kaizen
Because executing Kaizen requires enabling the right mindset throughout the company, 10 principles that address the Kaizen mindset are commonly referenced as core to the philosophy. They are:- Let go of assumptions.
- Be proactive about solving problems.
- Don't accept the status quo.
- Let go of perfectionism and take an attitude of iterative, adaptive change.
- Look for solutions as you find mistakes.
- Create an environment in which everyone feels empowered to contribute.
- Don't accept the obvious issue; instead, ask "why" five times to get to the root cause.
- Cull information and opinions from multiple people.
- Use creativity to find low-cost, small improvements.
- Never stop improving.
Kaizen program targets to achieve and sustain zero loss with respect to minor stops, measurement and adjustments, defects and unavoidable downtimes. It also aims to achieve 30% manufacturing cost reduction.
Tools used in Kaizen:
(a) Why Why Because Logical Analysis (WWBLA) worksheet
(b) Poka-Yoke (it is Japanese term, which English means ‘mistake proofing’ or ‘error prevention’)
(c) PM analysis
(d) Summary of losses
(e) Kaizen register
(f) Kaizen summary sheet.
As one of the pillars of TPM activities, Kaizen pursues efficient equipment, operator and material and energy utilization that is extremes of productivity and aims at achieving substantial effects. Kaizen activities try to thoroughly eliminate 6 major losses.
Pillar IV - Planned Maintenance
It is aimed to have a trouble free machines and equipment producing defect free products for total customer satisfaction. This breaks maintenance down into four groups, e.g. preventive maintenance, breakdown maintenance, corrective maintenance, and maintenance prevention [22]. With Planned Maintenance, we evolve our efforts from a reactive to a proactive method and use trained maintenance staff to help train the operators to better maintain their equipment.
Pillar V - Quality Maintenance
It is aimed towards eliminating non-conformances in a systematic manner. Quality maintenance aims towards achieving zero defects, tracking and addressing equipment problems and root causes as well as setting 3M (man/machine/material) conditions . It is also aimed towards customer delight through highest quality through defect free manufacturing. The focus is on eliminating non-conformances in a systematic manner, much like a focused improvement. We gain an understanding of what parts of the equipment affect product quality and begin to eliminate current quality concerns, and then move to potential quality concerns. The transition is from reactive to proactive (Quality Control to Quality Assurance).
Pillar VI - Training
It is aimed to have multi -skilled revitalized employees whose morale is high and who has eager to come to work and perform all required functions effectively and independently. Education is given to operators to upgrade their skill. It is not sufficient to know only "Know-How" by they should also learn "Know -why". By experience, they gain, "Know-How" to overcome a problem what to be done. This they do without knowing the root cause of the problem and why they are doing so. Hence it becomes necessary to train them on knowing "Know -why". The employees should be trained to achieve the four phases of skill. The goal is to create a factory full of experts. The different phase of skills are
Phase 1: Do not know.
Phase 2: Know the theory but cannot do.
Phase 3: Can do but cannot teach.
Phase 4: Can do and also teach.
Pillar VII - Office TPM
Office TPM should be started after activating four other pillars of TPM (JH, KK, QM, and PM). Office TPM must be followed to improve productivity, efficiency in the administrative functions and identify and eliminate losses. This includes analyzing processes and procedures towards increased office automation.
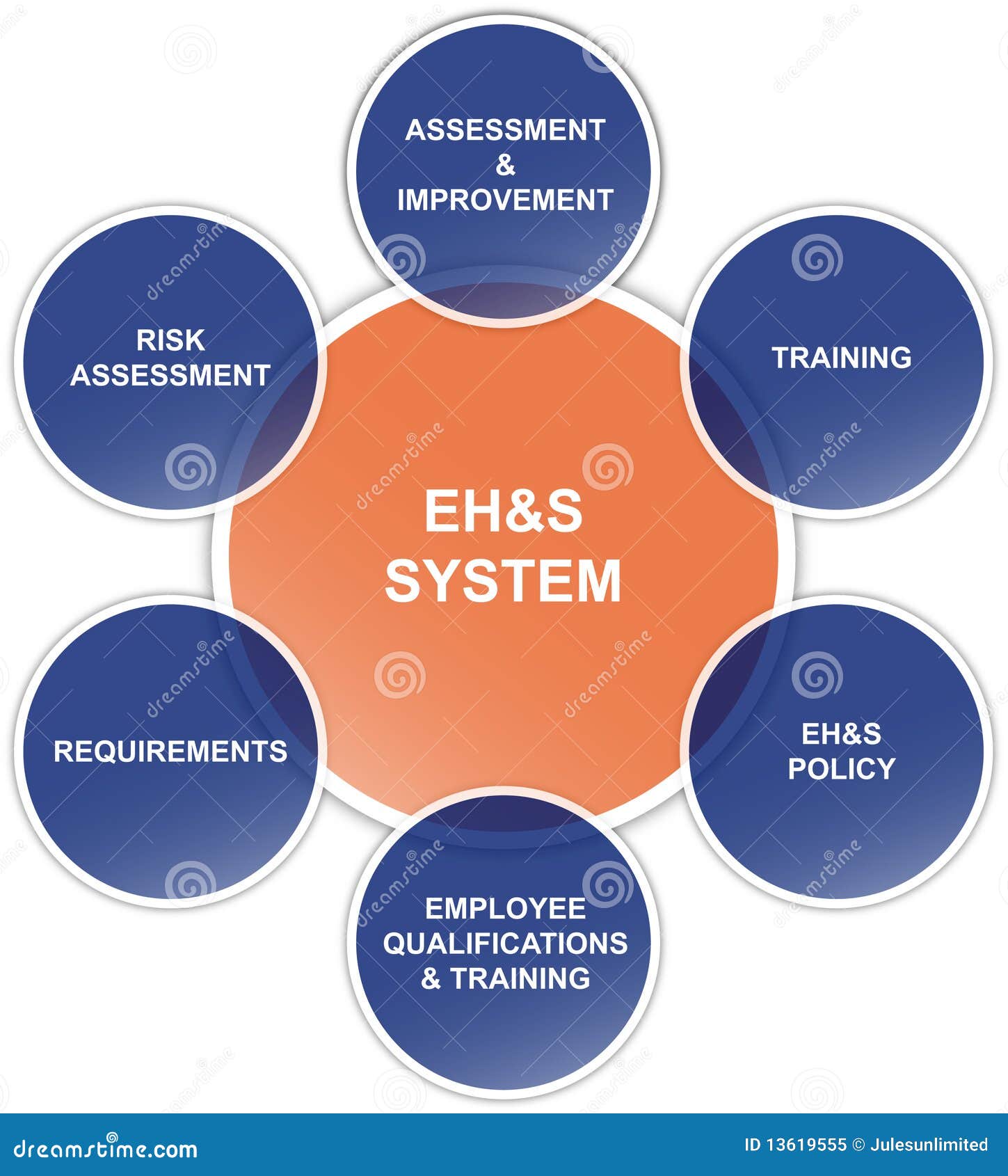
Pillar VIII - Safety, Health, and Environment
The way maintenance is performed will influence the availability of plant as well as the safety of its operation. These, in turn, will determine the profitability of the enterprise. This pillar focus to ensure safe working environment; provide appropriate work environment; eliminate incidents of injuries and accidents and provide standard operating procedures .The pilot machine, on which A, P, Q factors are minimum. To create awareness among employees various competitions like safety slogans, Quiz, Drama, Posters, etc. related to safety can be organized at regular
Overall Equipment Efficiency (OEE)
TPM philosophy requires the development of a preventative maintenance program for the life-cycle of the equipment and the involvement of operators in maintaining the equipment in order to maximize its overall efficiency and effectiveness [24].
OEE is used to determine how efficiently a machine is running. OEE highlights the actually hidden capacity in an organization. It measures both ‘doing thing right’ and ‘doing the right things’. The effective operation of individual pieces of production equipment, assembly lines or whole factory is dependent on the three factors of OEE [25]. OEE is one of the most effective measures for driving plant improvement. It continuously focuses the plant on the concept of zero breakdowns and zero waste [26]. Unless careful monitoring occurs, the reduced capacity goes unnoticed or is accepted as normal. OEE can be considered to combine the operation, maintenance, and management of manufacturing equipment and resources [27]. The losses are divided into six major categories.
(a) Downtime Losses
It found if the output is zero and the system produces nothing, where the unused segments of time, during the examined period, are downtime losses, and mainly it can be one of two:
(i) Breakdown loss: This loss is due to parts failure where they cannot work anymore and they need either repair or replace. These losses are measured by how long it takes from labor or parts for fixing the problem.
(ii) Setup and adjustment time: These losses are due to the changes in the operating conditions, like the start of the production or the start of the different shifts, changes in products and condition of the operation. The main examples of this kind of losses are equipment’s changeovers, exchange of dies, jigs, and tools. These losses consist of setup, start-up, and adjustment down times.
(b) Speed Losses
When the output is smaller than the output at references speed these are called speed losses. When considering speed losses, one does not check if the output conforms to quality specifications. This can be found in two forms:
(i) Minor stoppage losses: these losses are due to the reason of machine halting, jamming, and idling. Many companies are considering these minor stoppages as the breakdowns in order to give importance to this problem.
(ii) Speed losses: these losses are due to the reduction in the speed of the equipment. In other words, the machine is not working at the original or theoretical speed. If the quality defect and minor stoppages occur regularly then the machine is run at low speed to cover the problems. It is measured by comparing the theoretical to actual working load.
(c) Defective or quality losses
The produced output either does or does not conform to quality specifications. If it does not comply, this is considered a quality loss.
(i) Rework and quality defects: these losses are due to the defective products during the routine production. These products are not according to the specifications. So that rework is done to remove the defects or make a scrap of these products. Labor is required to make a rework which is the cost for the company and material become a scrap is also another loss for the company. The amount of these losses is calculated by the ratio of the quality products to the total production.
(ii) Yield losses: these losses are due to waste raw materials. The yield losses are split into two groups. The first one is the raw materials losses which are due to the product design, manufacturing method etc. The group is the adjustment losses due to the quality defects of the products which are produced at the start of the production process, changeovers etc.
Calculation of OEE
The OEE calculation is quite general and can be applied any manufacturing organization [30]. OEE is equal to the multiplication of the three factors of six major losses. Fig. 2.1 represents the calculation of OEE from major six stoppage losses.
(a) Availability indicates the problem which caused by downtime losses.
(b) Performance indicates the losses caused by speed losses and
(c) Quality indicates the scrap and rework losses.
Availability
The availability is a comparison between the amount of time the machine is actually producing and the amount of time it was scheduled to produce. This can be written in the form of formula as Availability = Required availability-Downtime / Required availability ⨯ 100
= Actual operating time / Planned operating time ⨯ 100
So, Actual operating time = Required availability - downtime Actual operating time = Planned operating time - Unplanned downtime
The downtime can be defined as the actual time for which the equipment is down for repairs or changeovers. This time is also sometimes known as the breakdown time. The output of this formula gives the true availability of the equipment.
Performance rate
The performance rate can be defined as the ideal or design cycle time to produce the item multiplied by the output of the equipment and then divided by actual cycle time. This will give the performance rate of the equipment. The formula to calculate the performance rate can be expressed as
Performance rate = Total number produced / Expected production ⨯ 100
Total number produced = Units produced in the total shift time
Expected production = Number of expected units to be produced
It can be calculated as follows: Expected production = Actual operating time / Theoretical cycle time
So,
Performance rate = Theoretical cycle time ⨯ units output / Actual cycle time ⨯ 100
The theoretical cycle time or the production output will be in the unit of production, like parts per hour and the output will be the total output in the given time period interval.
The operating time will be the availability value of the availability formula. The result of this formula will be in the percentage of the performance of the equipment.
Calculation of cycle time:
Number spindle per frame : 1008
Doffing time for 26’s Ne carded yarn : 110 minutes So, Ideal cycle time = Ideal doffing time / Number of spindles
= 110 minutes1008 (no.of spindle)=0.109 minutes
Actual cycle time = Actual doffing time / Number of running spindle
Actual doffing time = Ideal doffing time+ Stoppage time losses / Number of doffing
Number of running spindle = Total number of spindle - Number of idle spindles
Quality rate
The quality rate can be expressed as the production input into the process or equipment minus the volume or number of quality defects then divided by the production input. The quality rate can be expressed in a formula as Quality rate = Production output - Quality defects / Production output ⨯ 100
The quality defects mean a number of products which are below the quality standards i.e. the rejected items after the production process.
Target for Total Productive Maintenance
The main target for TPM is improve on the metrics listed below:
- Overall Equipment Efficiency – or OEE is a measure of how effective a piece of equipment vis a vis the availability and productivity. When the machine has a high OEE it means that there is very little downtime and it is producing according to the customer demand
- Autonomous Maintenance (Jishu Hozen) – the ability of machines to be easily maintained by operator level staff. When autnomuous maintenance is evident, the technical staff only come in for periodic and schedule maintenance because breakdowns are very rare
- Quality– the ability of a machine to produce as per customer specification without defective parts means that the cost of production and lost business is low and profitability per part is high
- Cost – should be very low due to low downtime and high productivity coupled with high quality
- Delivery -when the equipment is able to produce all the parts as per the customer demand it means that on-time delivery to the customer can be guaranteed
- Safety – properly maintained machines with safety features ensure that accidents are minimised or eliminated altogether
- Multi-skilled workers are able to man more than one machine and therefore can be better utilised to realise the goals of production
Initial Steps of Total Productive Maintenance (TPM)
To begin the Total Productive Maintenance program requires a schedule
of activities in order to ensure that gains are sustainable in the long
run. The following are the bare minimum requirements for the successful
implementation of a TPM program:
- Top Management decision to begin program and provide the necessary resources
- Establishment of cross-functional teams which draws its members from across the value stream. This mixing of team members from many departments makes cooperation easier during the normal operations as members get to have broader understanding of each other’s work
- Defining targets narrows the scope of the program and gives team members a way of knowing the progress of their efforts
- Drawing master plan for the program gives a clear road map of the direction the organisation should take
Definition and concept of Total Productive Maintenance (TPM)
TPM is defined as a company-wide
team-based effort to build quality into equipment and to improve Overall
Equipment Effectiveness (OEE). The word Total in TPM signifies the
following three aspects of TPM:
i) Entire maintenance system, which includes corrective maintenance, preventive maintenance and predictive maintenance through conditioned-based monitoring.
ii) Total involvement of all the employees in the organisation.
iii) Elimination of all accidents, defects, etc.
i) Entire maintenance system, which includes corrective maintenance, preventive maintenance and predictive maintenance through conditioned-based monitoring.
ii) Total involvement of all the employees in the organisation.
iii) Elimination of all accidents, defects, etc.
The word productive in TPM stands
for elimination of downtimes losses arising out of breakdown and set-up
and adjustment required during lot change. The term maintenance refers
to activities carried out to increase functional reliability and life of
the equipment in order to improve overall equipment effectiveness.
The six big losses that arise in manufacturing industries with special reference to spinning industry are mentioned below:
Six Big Losses
Downtime
- Equipment failure from breakdown of a machine part or component.
- Adjustment and setting of machine parameters at the time of count change or lot change.
Production losses - Reduced speed, eg, ring frame has to run at lower spindle speed than recommended.
- Idle spindles in ring frame because of missing spare parts.
- Reduced yarn realisation percentages because of waste extraction at opening and cleaning unit.
Defects - 6. Process defects, eg, de-shaped bobbin in ring frame, poor nep removal efficiency at carding.
Components of total productive maintenance

Total Productive Maintenance is
constituted of three components, viz, Preventive Maintenance, Corrective
Maintenance and Predictive Maintenance.
i. Preventive maintenance:
Preventive maintenance encompasses activities, including inspection and adjustments of important machine parameters (eg, setting between various carding organs, alignment and centering of ring, spindle and ANBC ring, replacement and/or conditioning of critical parts, eg, cots, card clothing, ring, etc), cleaning and lubrication at regular interval to minimise breakdowns and ensure quality at defined level. Preventive maintenance concept had been in place in spinning industry for many years. However, preventive maintenance is a costly affair due to higher maintenance downtime and costs associated with spare parts inventories. Further, there was little or no involvement of the tenter in the maintenance programme.
Preventive maintenance encompasses activities, including inspection and adjustments of important machine parameters (eg, setting between various carding organs, alignment and centering of ring, spindle and ANBC ring, replacement and/or conditioning of critical parts, eg, cots, card clothing, ring, etc), cleaning and lubrication at regular interval to minimise breakdowns and ensure quality at defined level. Preventive maintenance concept had been in place in spinning industry for many years. However, preventive maintenance is a costly affair due to higher maintenance downtime and costs associated with spare parts inventories. Further, there was little or no involvement of the tenter in the maintenance programme.
ii. Corrective maintenance:
This is an organised maintenance work intended to restore a failed unit. Unlike breakdown maintenance, in corrective maintenance due emphasis is given to obtaining full information of all breakdowns and their causes. The concept of corrective maintenance is hardly followed in textile industry in general and spinning industry in particular. However, in almost all industries including various sectors of textile industry breakdown maintenance is widely practiced.
This is an organised maintenance work intended to restore a failed unit. Unlike breakdown maintenance, in corrective maintenance due emphasis is given to obtaining full information of all breakdowns and their causes. The concept of corrective maintenance is hardly followed in textile industry in general and spinning industry in particular. However, in almost all industries including various sectors of textile industry breakdown maintenance is widely practiced.
iii. Predictive maintenance:
As the names implies it means predicting the failure before it occurs and taking appropriate actions to eliminate the root-cause of potential failure. Predictive maintenance is more feasible today because of technology that is available for equipment surveillance and diagnosis of problems while the machine is still operating. Though there is wide scope of application of predictive maintenance through condition monitoring in spinning industry, as on date it is hardly practiced.
As the names implies it means predicting the failure before it occurs and taking appropriate actions to eliminate the root-cause of potential failure. Predictive maintenance is more feasible today because of technology that is available for equipment surveillance and diagnosis of problems while the machine is still operating. Though there is wide scope of application of predictive maintenance through condition monitoring in spinning industry, as on date it is hardly practiced.
iv. Remedial Maintenance
In this, the parts of the machine are studied and change in design,
material, a method is done as per requirement, for improving operation.
Design, material & method selected should be such that, it should
withstand increased loads, speeds with the reduction in wear & tear.v. Restorative Maintenance
It is also known as ‘semi-overhauling’. In this method, drastic change in the machine by replacement of a major part is done. This type is expensive and time-consuming. The advantage of this can be taken for automation of particular machine.
Use Of Lubrication In Maintenance
When one surface moves over another surface, it causes friction, which may generate noise, heating of parts, wear & tear and so on. To avoid this, the material is used in between two surfaces, which is known as lubricant’ and its application is called as ‘lubrication’.Lubricants used may be solids (graphite powder), semi-solid (grease), liquid (oil) & gaseous (nitrogen, oxygen, hydrogen, methane, propane, ammonia).[5]
Objectives Of Lubrication
- To smoothen the sliding & avoid wear and tear of parts in contact.
- Heat dissipation.
- Free movement of parts.
Factors Considered For Lubricant Selection
Thermal/ temperature stability: If oil becomes hot in use, then it is important that it should not make it break down so that it ceases to lubricate properly.Speed: Higher the speed of moving parts, lower should be the viscosity of the lubricant.
Load: Higher the load to be carried, higher should be the viscosity of the lubricant.
Heat conductivity: When the lubricant is used with bearing & other moving parts, it should be able to carry away heat generated.
Flammability: This is the very important factor while selecting a type of lubricant. The lubricant or oil selected should not be able to catch flame. For example, it is most important in aviation, coal mining etc.
Storage And Handling Of Lubricants
- Storing of too many lubricant types should be avoided.
- The specific quantity of each type of lubricant should be stored in the specific size of containers.
- Lubricant storage is often combined with solvent & paints. The overall fire risk is high & storage should be in the separate building with fire precautions.
- Smoking & naked flames should always be banned in lubricant storing area.
- Access to lubricant stores should be restricted to very few people authorized to issue & dispense lubricant.
- The large storage tank of rectangular shape should be placed few inches above the ground, to avoid corrosion of the base. Standard distance is 3 ft.
- Drums have to be stored vertically & pump is used to dispense oil.
- For taking grease from container wooden spoon should be used.
- A The tray can be used to store excessive oil & can be reused.
- A cover should be always clean before opening, otherwise, it will contaminate lubricant & affect its properties.
Application of condition-based monitoring in spinning mill
Maintenance based on condition
monitoring is ideal for a spinning mill because most of the critical
components (vital for quality and productivity), earmarked for planned
replacement are such that, they fail gradually and progressively. These
failures are truly 'service failures' and not 'mechanical failures', ie,
the machine does not stop to operate but the quality of the material
being processed on the machine deteriorates leading to the customer
complaint and rejection.

As for example, cots and apron
in roving and ring frame do not break but cause poor working performance
(end breaks) and poor quality (high U%). If replacement interval is
made short, there will be no failure in service but most occasions the
replacement will be found unnecessary leading to increased maintenance
cost. If on the other hand the interval is increased to reduce
replacement cost, there will be chance of service failures resulting in
more downtime and/or greater incidence of faulty production. Under this
circumstances schedule for replacement and reconditioning activities may
be decided logically and practically (rather than fixing their service
life arbitrarily) by choosing suitable parameters, which can be measured
and correlated to component deterioration and/or to poor performance of
the concerned machine.
To implement condition based
monitoring, it is required to establish some measurable determinants or
indicators, which can be correlated with machine performance either in
terms of quality or productivity (eg, ends-down rate, idle spindle,
etc).
Thus, condition-based monitoring,
which is an integral part of Total Productive Maintenance needs proper
co-ordination between production, quality control and maintenance
department. Some of the basic methods, which can be used for condition
monitoring are given below:

a) Visual inspection:
With some experience the condition of card clothing can be assessed
visually using a magnifying glass or peri-microscope. Presence of barre
and formation of land on the tip of the wire gives clear indication of
necessity of grinding and replacement of the clothing. The same thing
can be verified by measuring the nep content in the sliver, wherever
possible.
b) Noise: The faulty running
condition of the bearing due to worn parts or mis-alignment can be
easily identified with the help of a stethoscope by hearing the noise in
the bearing. When the sound varies regularly with each revolution, it
indicates that the inner ring is damaged. This variation occurs as the
damaged area passes through alternately loaded and unloaded zones. A
bearing noise, which occurs intermittently may indicate that the balls
are damaged and a metallic tone sometimes indicate that the clearance is
not sufficient.
c) Vibration: The movement of
the machine component generates vibration and the measurements of such
vibration can be used to indicate the condition of the machine and its
component. One of the major defects that arise in ring frame is roller
eccentricity, can be felt by touching the roller in extreme case or by
using the roller eccentricity tester. This calls for immediate
rectification to prevent generation of periodic fault in the yarn.
d) Thermal: Measurement of
temperature is an ideal and simple monitoring method for components like
bearing or electric motor. Overheating of bearing is an indication of
use of inappropriate and or insufficient lubricant (lubricant of high
viscosity), misalignment of shaft, inadequate internal clearance.
e) Leakage monitoring: The
purpose of a seal is not simply to keep out moisture and dirt but also
to retain the lubricant in the housing of the bearing. A leakage at
seals needs to be investigated immediately. The reason for leakage may
be that one of the seals has worn out, or that the joint between the
mating surfaces of the bearing has become slack, thereby releasing free
oil.
f) System performance: The
most effective method of monitoring the condition of a machine is to
check important aspects of its performance at regular interval of time
so that any deteriorating trend can be detected and taken as an
indication that a problem has started to show up. Visual inspection
alone is usually not suitable in such cases. In situations where the
cost of replacement is high and also where the adverse impact on machine
performance from the worn-out component is large, it is advisable to
assess the performance of the machine. Important components for such
assessment are card wires, ring, etc .This aspect of condition-based
monitoring needs proper synchronisation of activities of production,
quality control, and maintenance departments.
Implementation of TPM in an organisation

I. Preparation stage
- Commitment by top management:Total Productive Maintenance is a Strategic Decision taken by the organisation and needs total commitment of the Top management. Top management should visibly support the TPM journey and should provide necessary resources.
- Formulation of policy and objective: Management with executive responsibility formulates a policy on Total Productive Maintenance consistent with other policies of the organisation. Management should ensure that the policy is communicated and understood by all levels of the employees including the bottom level workers. Once the policy is formulated, an objective pertaining to total productive maintenance needs to be established. The objective so set should be Specific, Measurable, Achievable, Relevant and Time-bound.
- Education and training:To visualise the total productive maintenance a company-wide training programme needs to be conducted. They should be made aware of the TPM policy and objective of the organisation and their role in this regard.
- Formation of steering committee: A steering committee consisting of heads of different departments is formed with clarity in responsibility and authority in activities pertaining to TPM.
II. Introduction stage
- Skill upgradation: The organisation needs to arrange a skill up gradation programme for the operator so that they can gather the knowledge on the machine they operate and initiate autonomous maintenance. The operator can attend their machine in case of minor breakdown without waiting for the maintenance personnel. This saves considerable amount of time.
- Failure mode and effect analysis (FMEA): FMEA is the
systematic process to evaluate failure modes, causes associated with
failures and the effect of such failures. The cross functional core
committee needs to identify known and potential areas of failure and the
root-causes of such failure through why–why analysis. Brainstorming
through small group activities may be carried out involving the
frontline supervisors and even operators. The failure modes can be
prioritised by assigning Risk Priority Number (RPN), which is a product
of occurrence (frequency of failure O), severity (seriousness of the
failures S) and detection (ability to detect the failure D).
RPN = O x S x D
Details of the failure analysis need to be documented. - Vendor evaluation: Though the onus of vendor
evaluation lies with the purchase department feedback regarding
performance of spare parts and accessories and other indirect materials
is to be obtained from production department. The criteria need to be
considered while vendor evaluation is as follows:
- Reliability of the supply, ie, whether conforming to specified requirement.
- Delivery within predetermined lead time so that production does not suffer.
- Responsiveness, ie, timely replacement of defective supply.
- Review: Before actual kick off, the organisation
should determine the existing Overall Equipment Effectiveness (OEE) of
machines of each department and set a realistic target .OEE is used as a
yardstick to measure how well the plant and its equipment are utilised.
Overall Equipment Effectiveness can be obtained using the following
formula:
OEE =Operational rating x Performance Rating x Quality rating
Loading Time –Downtime- Operational Rating = ---------------------------------------
Loading Time - Performance Rating = -----------------------------------------------------------
Operating Time - Quality Rating = ----------------------------------------------------------------
Number of unit Processed
Standard Cycle Time x No. of units produced
No. of. unit Processed - No. of defective units - Operational Rating = ---------------------------------------
III. Implementation stage
There is no readymade formula for
implementing TPM in an organisation. Also overnight implementation is
not possible. Top management should have patience to get the full
benefit of TPM. Each organisation should establish and develop
implementation methodology depending on the requirement, available
resources and complexity of the maintenance operation to make the
project viable. However, some of the important aspects pertaining to
implementation of TPM are discussed here under:
Good housekeeping:
TPM starts with Good house keeping in workplace. An organisation can establish and maintain a good house keeping based on 5S principle, which includes:
TPM starts with Good house keeping in workplace. An organisation can establish and maintain a good house keeping based on 5S principle, which includes:
Seiri ( ie, Sorting out the
unnecessary items from the necessary items thus saving in space, Seiton (
ie, defining storage space place for every item, which lead to saving
of time in searching spare parts, accessories.) Seiso (ie, thorough
cleaning of workstation. This results in safer work place, reduced
contamination in the output and less quality complaint) Seiketsu (ie,
Standardisation of the above mentioned activities, resulting in
improvement in the house keeping. Shitsuke (this implies sustaining the
improvement to make the work place more disciplined and organised).
- Preparation and adherence of maintenance manual:
In order to bring transparency in themaintenance process and to make
itsystematic a maintenance job manual for each production
department/section is to be prepared .The maintenance manual clearly
specify to the extent possible the following:
- The type of autonomous maintenance to be carried out by the trained machine operator.
- Activities related to condition based monitoring and predictive maintenance to be carried out.
- Need based preventive maintenance plan and schedule of each activity.
- Required level of inventory of critical items and their Economic order Quantity and lead time for procurements consistent with Lean Manufacturing System (JIT).
- Work instruction for the maintenance personnel.
- Manhour required to carry out each operation.
- Necessary records to be maintained for future reference.
- Coordination with SQC department: The activities of the SQC department need to be reoriented to synchronise with the maintenance activities. This will help the management to review the effectiveness of maintenance operations and make necessary changes wherever required.
IV. Monitoring the effectiveness of Total Productive Maintenance: The effectiveness of Total Productive Maintenance can be monitored through the following ways:
- By
measuring OEE: By determining OEE after implementing and comparing the
same with the previous results it is possible to assess the
effectiveness of TPM. An effective Total Maintenance Progrmme results
in:
- Significant Improvement in labour and machine productivity by minimising downtime, speed loss and setup time.
- Significant reduction inrejection and quality complaint.
- High morale of the workforce and better coordination among production, maintenance and quality control department.
- By conducting Internal Audit on Housekeeping: After implementing 5S, which is an integral part of Total Productive Maintenance, marked improvement will be observed in terms of space utilisation, easy retrieval of spare parts and accessories, overall cleanliness. Furthermore, the work place will be safer and more organised.
- By conducting Maintenance Audit:The overall objective
of maintenance audit is to review and critically asses the maintenance
system to judge the reliability of the plant. The maintenance should be
carried out to pin point the problems in theandnot the fault of any
person .The maintenance is carried out by:
- Examining themaintenance records.
- Gathering informationby discussion with key personnel.
- Physicalinspection of machinery.
- Examining the reports generated by quality control department.
The audit should be followed by preparation and submission of report. The report includes the following:
i) Whether there is any deviation from the planned schedule.
ii) Any major safety related problems.
iii) The existing condition of machine with respect to setting and other parameters.
iv) Any potential operation, quality and safety related problem.
iv) Scope of further improvement.
i) Whether there is any deviation from the planned schedule.
ii) Any major safety related problems.
iii) The existing condition of machine with respect to setting and other parameters.
iv) Any potential operation, quality and safety related problem.
iv) Scope of further improvement.
However, the submitting the report
to the management is not an end in itself. The recommendations, which do
not require any additional cost need to be implemented immediately.
Barriers to implementing TPM in spinning industry
Though Total Productive Maintenance
is successfully implemented in more professionally managed engineering
industries, the benefit of this concept is yet to be exploited in most
of the spinning industry There are some obvious barriers in this regard:
i) Unskilled labour: Most of the cases the workers in the spinning industry are unskilled. They may be efficient in piecing, material handling, bobbin changing, but majority of cases they lack requisite aptitude and attitude to learn about the details of the working of the machines.
ii) Inadequate training facilities: Most of the spinning mills do not have full fledged human resource development department. Role of training is not well appreciated in textile industry. Though training programme is conducted for middle and upper level management, there is hardly any such programme for the operators. Training conducted for the operators is inadequate and at best sporadic in nature.
iii) Lack of commitment: Total Productive Maintenance starts with commitment of the management. However, barring a few cases the management in textile industry lack commitment to the extent necessary. In some cases management are committed but lack of vision in this regard.In such cases TPM activities are initiated with lot of fanfare but TPM movement often dies away after initial burst of enthusiasm.
iv) Heterogeneous stock of inventory: Most of spinning mills (especially those, which are older than decades) have machines of different makes and models .They need to manage heterogeneous inventory. Development of TPM programme in these cases is really difficult if not impossible
v) Lack of coordination between production and maintenance departments: Spinning industry is low profitable industry (though situation has improved very recently) as raw material alone contributes towards 50 - 55% of total production cost. They more concentrate on productivity and opt for quick fix solution (correction) rather than to implement long-term corrective action. Very often this lead to dispute betweenproduction and maintenance departments.
i) Unskilled labour: Most of the cases the workers in the spinning industry are unskilled. They may be efficient in piecing, material handling, bobbin changing, but majority of cases they lack requisite aptitude and attitude to learn about the details of the working of the machines.
ii) Inadequate training facilities: Most of the spinning mills do not have full fledged human resource development department. Role of training is not well appreciated in textile industry. Though training programme is conducted for middle and upper level management, there is hardly any such programme for the operators. Training conducted for the operators is inadequate and at best sporadic in nature.
iii) Lack of commitment: Total Productive Maintenance starts with commitment of the management. However, barring a few cases the management in textile industry lack commitment to the extent necessary. In some cases management are committed but lack of vision in this regard.In such cases TPM activities are initiated with lot of fanfare but TPM movement often dies away after initial burst of enthusiasm.
iv) Heterogeneous stock of inventory: Most of spinning mills (especially those, which are older than decades) have machines of different makes and models .They need to manage heterogeneous inventory. Development of TPM programme in these cases is really difficult if not impossible
v) Lack of coordination between production and maintenance departments: Spinning industry is low profitable industry (though situation has improved very recently) as raw material alone contributes towards 50 - 55% of total production cost. They more concentrate on productivity and opt for quick fix solution (correction) rather than to implement long-term corrective action. Very often this lead to dispute betweenproduction and maintenance departments.
Productive maintenance and modern development of spinning machinery
In the recent past considerable
efforts have been made by spinning machine manufactures in designing the
machines so as to improve productivity, quality and at the same time
the maintainability of the equipment. The machinery need minimum time
for adjustment at the time of lot and count change, thus reducing
machine downtime. The complicated mechanical components are to a large
extent replaced by microprocessor-based devices. Some of the important
developments that took place in this direction are discussed below:

BLOWROOM:
The opening and cleaning unit of Rieter blowroom line (eg, Uniclean B11and Uniflex B60) operate through Varioset Cleaning field. Thus depending upon the requirement values of cleaning intensity and relative amount of waste to be extracted are selected and entered directly into the machine through control panel even in running condition. This reduces downtime. This device is particularly suitable when lot change is frequent.
The opening and cleaning unit of Rieter blowroom line (eg, Uniclean B11and Uniflex B60) operate through Varioset Cleaning field. Thus depending upon the requirement values of cleaning intensity and relative amount of waste to be extracted are selected and entered directly into the machine through control panel even in running condition. This reduces downtime. This device is particularly suitable when lot change is frequent.
CARDING:
Thus number of flats in the main carding zone maybe reduced to 80 or even less without sacrificing carding quality .With reduction of number of flats maintenance of card becomes easier. More number of cleaning devices are incorporated in pre- and post-carding segment and reduction of arc length of main carding zone, eg, between flat and cylinder zone
Thus number of flats in the main carding zone maybe reduced to 80 or even less without sacrificing carding quality .With reduction of number of flats maintenance of card becomes easier. More number of cleaning devices are incorporated in pre- and post-carding segment and reduction of arc length of main carding zone, eg, between flat and cylinder zone
Flat Control FCT:
Trutzschler has devised Flatcontrol FCT through which accurate, quick, reproducible and objectively measurable setting between the flat and the cylinder is possible. In this system, three normal flat bars are replaced by flat control measuring bars. The sensors of the measuring flat determine the distance to the cylinder clothing when the cylinder is running at normal operating speed. Flat control FCT is also a good aid for the basic adjustment of the flat. With the touch of a button, the measuring flat is moved to the respective setting position. The distance is graphically represented on the colour screen of the computer. The technician can now with one glimpse on the screen adjust the distance between flat and cylinder in a few seconds that would never be possible using a feeler gauge.
Trutzschler has devised Flatcontrol FCT through which accurate, quick, reproducible and objectively measurable setting between the flat and the cylinder is possible. In this system, three normal flat bars are replaced by flat control measuring bars. The sensors of the measuring flat determine the distance to the cylinder clothing when the cylinder is running at normal operating speed. Flat control FCT is also a good aid for the basic adjustment of the flat. With the touch of a button, the measuring flat is moved to the respective setting position. The distance is graphically represented on the colour screen of the computer. The technician can now with one glimpse on the screen adjust the distance between flat and cylinder in a few seconds that would never be possible using a feeler gauge.
Flats in all the latest generation
cards (DK780 and onwards) are driven by two tooth belt and are pressed
against the flexible bends. Because of this the flats move securely,
silently and needs minimum maintenance. Further, removal of the flat
bars for re-clothing can be carried out conveniently in only a few
minutes even without the need for tools, thus reducing the machine
downtime.
The flat wires can be reground on
the machine through the special mountings, which can be fitted to the
card and hold the grinding device. This ensures that individual flat bar
are guided precisely along the grinding roller.
T-Con–An effective tool for optimal card setting
Higher card production results
inevitably in higher fibre to fibre and fibre to metal to friction,
which in turn is largely converted into heat. A part of this heat is
discharged through the material and the suction air. The remaining part
heats up the card significantly above room temperature. This increase in
temperature leads to different expansions of the machine parts, which
is problematic for the exact setting of the card's work elements.

This usually takes place when
the machine is cold. It is therefore unknown whether the effective
distances of the carding elements to one another are actually wider or
smaller than the set values during actualoperating condition. This
results in a setting by the technician that is solely based on
subjective perception and experience. T-Con calculates the distance of
the carding elements objectively, based on various measuring values
under production conditions. The results are displayed on the card
monitor and include, for instance, the setting between cylinder and
flats, as well as between the fixed carding segments of the MULTI
WEBCLEAN System and the cylinder. Every technician knows therefore the
actual current setting and can optimise the operating condition of card
specifically.
The second basic function of the
T-Con is the protection against clothing damages. T-Con registers even
slightest contacts of the clothing and shuts down the card long before
damage can occur.
Integrated Grinding System (IGS).
Integrated Grinding System (IGS).
In C60 card Integrated Grinding System (IGS) is incorporated, which provides several advantages like:
- Constant sliver quality in terms of trash and nep count over the lifetime of the wires.
- Reduced downtime for grinding of cylinder and flat clothing since it is a fully automatic and computer controlled system.
- Prolonged life of cylinder wires and hence more economical.
DRAWFRAME:
AC Servomotor:
AC Servomotor:
Modern generation auto leveler draw
frame provided with AC servomotor, which is more maintenance friendly as
it does not require the oil change like DC servomotor. Further, Central
Lubricating System is incorporated, which in turn reduces the time for
routine lubrication of the machine
COMBING:
Modified top Comb:
Modified top Comb:
A unique feature of the top comb in
TC01 comber is that it is self cleaning in action. An extremely short,
time interval controlled, air blast rinses the needles from top to
bottom and detaches the adhering fibres. The machine does need to be
switched off at the time of top comb cleaning.
ROVING FRAME:
User-friendly Menu driven Operation:
User-friendly Menu driven Operation:

All important process parameters
are entered directly to the panel through touch screen. The panel can
store up to 20 different settings. This ensures consistent quality and
simplifies technician's job especially when lot changing is more
frequent. Zinser 670- Big Pac also introduces Easy spin - a simple
operation through consistent, clear and self explaining user-friendly
menu structures, which consists of pictures and symbols
Improved Drive System: The troublesome differential gear system has been replaced by multi motor driving system. The Spindles and flyer are driven directly by individual servo motor. The control system ensures synchronised running through out build up. The improved driving system reduces energy consumption and frequency of maintenance activities and at the same time enhances speed limit to 1,500 rpm.
Improved Drive System: The troublesome differential gear system has been replaced by multi motor driving system. The Spindles and flyer are driven directly by individual servo motor. The control system ensures synchronised running through out build up. The improved driving system reduces energy consumption and frequency of maintenance activities and at the same time enhances speed limit to 1,500 rpm.
RING FRAME:
Servo drive Technology:
Servo drive Technology:
With introduction of Servodrive
technology, need for changing the pinion at the time of lot change is
completely eliminated. The required draft and twist can be accurately,
reproducibly and quickly set through Easy Spin touch screen on the m/c.
The twist and draft can be infinitely set in the range of 100 to 3,500
T/m and 8 - 80 times respectively.
Quality and productivity is assured
through improved driving technology, which consists of three modular
developments, eg, Servodraft, Synchrodrive & Synchrodraft. In
Synchrodraft the middle bottom rollers for extra long ring frame with
1680 spindle position are driven from both sides. Synchrodrive ensures
precise and operation for the spindle movement, which practically
eliminates twist variation in yarn. Through Servodraft system the total
draft and twist can be adjusted as per the requirement. The production
data for various lots can be stored and retrieved at any time. Further
multi-motor driving system also consumes less power than conventional
ring frame.
Optimove roving guide:
Zinser 351 introduces electric
roving guide drive-Optimove. Apron and top rollers are subjected to
uniform strain across the entire width due to incorporation of Optimove,
which causes symmetrical and controlled movement of roving.
Energy saving
Rieter in ring frame model G-35 has
introduced INTERcool device. It is a closed circuit cooling system
integrated in the machine. The waste heat from the motors and frequency
converter passes over an internal heat exchanger and then directly into
the exhaust ducts of the air conditioning system. The load on the air
conditioning system is reduced since the spinning system is not
subjected to uncontrolled heating by the machine in operation.
Further, Rieter has developed
traveler cleaner whose running cycle can be programmed depending upon
blend composition, count and liberated fly content in the air. Thus
running cycle for finer yarn and blend having low fly liberation
tendency can be reduced to save energy.
Power failure monitoring system:

Power failure may lead to ends
down and need intervention by personnel. However, in G-35 model ring
frame, Rieter has introduced power failure monitoring system, which
supervise power supply to the machine so that in the event of power
failure and regardless of its duration - spindle driving motor switches
to the generator function and supplies other drives while they
decelerates. In the case of failure lasting more than two seconds, the
machine decelerates in a similar fashion to a process related machine
stoppage. This prevents ends down when the machine restarts.
Benefits of TPM
Tangible benefits
Tangible benefits
i. Improvements in productivity due to reduction in machine down time arising from machine break down and idle spindle.
ii. Reduction in defective products arising out of poor of condition of machinery.
iii. Reduced inventory level.
iv. Better utilisation of work place, reduces the time for searching the spare parts and accessories.
v. Raises the knowledge of the workers abut the machine and the workers can attend the machine faults without waiting for the fitters.
vi. Reduces accidents and pollution.
ii. Reduction in defective products arising out of poor of condition of machinery.
iii. Reduced inventory level.
iv. Better utilisation of work place, reduces the time for searching the spare parts and accessories.
v. Raises the knowledge of the workers abut the machine and the workers can attend the machine faults without waiting for the fitters.
vi. Reduces accidents and pollution.
Intangible benefits
i. Overall transparency in the
maintenance and related activities of the organisation leading to better
coordination among production, quality control, maintenance and
purchase department.
ii. Organisation becomes more system oriented than person oriented.
iii. Maintenance management of the organisation becomes more proactive than reactive thus reducing the incidents of fire fighting situation.
iv. Increases the morale of the employees.
v. Improves the image of the organisation to the customer.
ii. Organisation becomes more system oriented than person oriented.
iii. Maintenance management of the organisation becomes more proactive than reactive thus reducing the incidents of fire fighting situation.
iv. Increases the morale of the employees.
v. Improves the image of the organisation to the customer.
Conclusion
From the above discussions, it is
clear that implementation of Total Productive Maintenance needs
commitment and whole-hearted support of the top management and
involvement of all. There should be co ordination between all the
departments involved, eg, production, quality control, purchase,
engineering and maintenance department. Maintenance is to be carried out
with a view to identify the loopholes of the system and to highlight
the scope of further improvement, not with an attitude of individual
fault finding.
To establish the Total Productive
Maintenance due emphasis is to be given on predictive maintenance
through condition monitoring apart from scheduled preventive maintenance
.This is only possible by imparting cross functional training to the
tenters and fitters of the organisation. The Machine manufacturers also
have a great role to play in this regard . Thus the modifications
incorporated in the present generation machinery mainly focus on
increasing productivity through elimination of the technological speed
limitation and reducing the downtime loss for lot changing and
maintenance activities resulting in increase in overall equipment
effectiveness.
Great! Article is summarised nicely.Could you name a few spinning mills in india to have certified in TPM.
ReplyDeleteR.P.Gautam
9826628884
Nice way presented
ReplyDeleteVery much useful guide
ReplyDeleteGood guidence and soo much useful
ReplyDelete