COTTON Fibre quality


The cotton plant is a perennial tree that has been domesticated to be
cultivated as an annual crop. Cotton is a warm climate crop and is
mainly grown between 37°N and 32°S. The northern hemisphere accounts for
about 90% of global cotton production. The time of planting in the
northern hemisphere is the time of harvesting in the southern
hemisphere.
There are many different varieties and types of
cottons. Their characteristics determine the use for the cotton, and
hence its value. Cotton is a member of the order Malvales, family
Malvaceae, genus Gossypium. The genus Gossypium consists of 50 wild and
cultivated species, out of which only four are grown on a commercial
scale in the world. Gossypium hirsutum.and G. barbadense are called New
World species and account for about 95% and 3% of world production
respectively. G. arboreum and G. herbaceum are called Old World or
Asiatic cottons and are grown commercially in India, Pakistan and parts
of South-east Asia, accounting for about 2% of world production.
Extra
long staple Egyptian, American Egyptian or Pima and Sea Island cotton
belong to the species Gossypium barbadense. The fibre in this group is
long, fine and strong with a staple length in excess of 32 mm (1-1/4"), a
micronaire value below 4.0 and a strength of up to 40 g/tex.
The fibre of Old World cottons is generally shorter than 25mm (1") and coarse, with a micronaire value above 6.0.
Worldwide about 500 varieties are used for commercial cotton production. Most of them Upland species.
Fibre
specifications (the intrinsic quality of lint) primarily depend on the
varieties grown, agro-climatic conditions and crop management practices.
Variety is the most important factor as it determines nearly all the
lint quality parameters and most of the agronomic ones. The environment,
or growing conditions, determines whether the cotton meets its varietal
potentiality.
According to ICAC, world cotton supply can be
divided into six categories based on commonly perceived competitive
relationships between cottons of differing quality, variety and
geographic origins: extra-fine, fine, high-medium, medium, coarse count
and waste/padding. The categories are roughly parallel to staple length
categories* but are designed to incorporate more than just staple length
information because two cottons of equal length might actually have
significantly different spinning characteristics.
Extra-fine,
fine and high-medium cottons are typically used in ring spinning for the
production of combed yarn. Medium cotton is typically used in ring
spinning for the production of carded yarn.** Coarse count cotton is
typically used for producing open end yarn.
Cotton is traded
according to its type. All other things being equal, spinners pay a
higher price for longer, finer and more resistant cotton lint that is
white, bright and fully mature.
Traditionally, the price of
cotton was largely determined by factors such as staple length, grade,
colour and micronaire. The textile industry has been striving to improve
quality and efficiency through automatic high-speed machinery, which
requires better fibre characteristics to operate at maximum efficiency
and spin high quality yarns. This has increased the importance of other
properties of cotton: strength, uniformity, maturity, fineness,
elongation, neps, short fibre content, spinning performance, dyeing
ability and cleanliness.
The cotton flower blooms only for one day and quickly becomes
senescent thereafter. On the day of full bloom, or anthesis, the flower
petals are pure white in most hirsutum varieties. By the day after
anthesis, the petals turn bright pink in color and, usually by the
second day after anthesis, the petals fall off the developing carpel
(boll).
Structure of Cotton Fiber:
Cotton, the seed hair of plants of the genus Gossypium, is the purest form of cellulose readily available in nature. It has many desirable fibre properties making it an important fibre for textile applications. Cotton is the most important of the raw materials for the textile industry. The cotton fibre is a single biological cell with a multilayer structure The layers in the cell structure are, from the outside of the fiber to the inside, cuticle, primary wall, secondary wall, and lumen. These layers are different structurally and chemically. The primary and secondary walls have different degrees of crystallinity, as well as different molecular chain orientations. The cuticle, composed of wax, proteins, and pectins, is 2.5% of the fiber weight and is amorphous. The primary wall is 2.5% of the fiber weight, has a crystallinity index of 30%, and is composed of cellulose. The secondary wall is 91.5% of the fiber weight, has a crystallinity index of 70%, and is composed of cellulose. The lumen is composed of protoplasmic residues.
Cotton, the seed hair of plants of the genus Gossypium, is the purest form of cellulose readily available in nature. It has many desirable fibre properties making it an important fibre for textile applications. Cotton is the most important of the raw materials for the textile industry. The cotton fibre is a single biological cell with a multilayer structure The layers in the cell structure are, from the outside of the fiber to the inside, cuticle, primary wall, secondary wall, and lumen. These layers are different structurally and chemically. The primary and secondary walls have different degrees of crystallinity, as well as different molecular chain orientations. The cuticle, composed of wax, proteins, and pectins, is 2.5% of the fiber weight and is amorphous. The primary wall is 2.5% of the fiber weight, has a crystallinity index of 30%, and is composed of cellulose. The secondary wall is 91.5% of the fiber weight, has a crystallinity index of 70%, and is composed of cellulose. The lumen is composed of protoplasmic residues.
Cotton fibres
have a fibrillar structure. The whole cotton fibre contains 88 to 96.5%
of cellulose, the rest are non-cellulosic polysaccharides constituting
up to 10% of the total fibre weight. The primary wall in mature fibres
is only 0.5-1 µm thick and contains about 50% of cellulose.
Non-cellulosic constituents consist of pectins, fats and waxes, proteins
and natural colorants. The secondary wall, containing about 92- 95%
cellulose, is built of concentric layers with alternatic shaped twists.
The layers consist of densely packed elementary fibrils, organized into
micro fibrils and macro fibrils. They are held together by strong
hydrogen bonds. The lumen forms the centre of the fibres. Cotton is
composed almost entirely of the polysaccharide cellulose. Cotton
cellulose consists of crystalline fibrils varying in complexity and
length and connected by less organized amorphous regions with an average
ratio of about two-thirds crystalline and one-third non-crystalline
material, depending on the method of determination.
The chemical composition
of cellulose is simple, consisting of anhydroglucose units joined by
β-1,4-glucosidic bonds to form linear polymeric chains. The chain
length, or degree of polymerisation (DP), of a cotton cellulose molecule
represents the number of anhydroglucose units connected together to
form the chain molecule. DP of cotton may be as high as 14 000, but it
can be easily reduced to 1000–2000 by different purification treatments
with alkali. The crystalline regions probably have a DP of 200 to 300.
Correspondingly, the molecular weight (MW) of cotton usually lies in the
range of 50,000–1,500,000 depending on the source of the cellulose. The
individual chains adhere to each other along their lengths by hydrogen
bonding and Van der Waals forces. The physical properties of the cotton
fibre as a textile material, as well as its chemical behaviour and
reactivity, are determined by arrangements of the cellulose molecules
with respect to each other and to the fibre axis.
Non Cellulosic Constituents of Cotton:
The primary wall is about 1 µm thick and comprises only about 1 % of the total thickness of cotton fibre. The major portion of the non-cellulosic constituents of cotton fibre is present in or near the primary wall. Non cellulosic impurities, such as fats, waxes, proteins, pectins, natural colorants, minerals and water-soluble compounds found to a large extent in the cellulose matrix of the primary wall and to a lesser extent in the secondary wall strongly limit the water absorbency and whiteness of the cotton fiber. Pectin is located mostly in the primary wall of the fibre.
It is composed of a high proportion of
D-galacturonic acid residues, joined together by α(1→4)-linkages. The
carboxylic acid groups of some of the galacturonic acid residues are
partly esterified with methanol. Pectic molecule can be called a
block-copolymer with alternating the esterified and the non-esterified
blocks. In the primary cell wall pectin is covalently linked to
cellulose or in other plants to hemicellulose, or that is strongly
hydrogen- bonded to other components. Pectin is like powerful biological
glue. The mostly water-insoluble pectin salts serve to bind the waxes
and proteins together to form the fiber`s protective barrier.
The general state of knowledge of the chemical composition of a mature cotton fiber is presented in Table
Table shows that non-cellulosic materials account for only a very small amount of the fiber weight. These materials are amorphous and are located in the cuticle and the lumen. The cuticle forms a protective layer to shield the cotton from environmental attacks and water penetration. Waxy materials are mainly responsible for the non-absorbent characteristics of raw cotton. Pectins may also have an influence, since 85% of the carboxyl groups in the pectins are methylated.
Row cotton fibres have to go through several chemical processes to obtain properties suitable for use. With scouring, non-cellulose substances (wax, pectin, proteins, hemicelluloses…) that surround the fibre cellulose core are removed, and as a result, fibres become hydrophilic and suitable for bleaching, dyeing and other processing.
By removing pectin, it is easier to remove all other non-cellulosic substances. The processes of bio-scouring that are in use today are based on the decomposition of pectin by the enzymes called pectinases.
 |
| Figure: Chemical structure of Cellulose. |
Non Cellulosic Constituents of Cotton:
The primary wall is about 1 µm thick and comprises only about 1 % of the total thickness of cotton fibre. The major portion of the non-cellulosic constituents of cotton fibre is present in or near the primary wall. Non cellulosic impurities, such as fats, waxes, proteins, pectins, natural colorants, minerals and water-soluble compounds found to a large extent in the cellulose matrix of the primary wall and to a lesser extent in the secondary wall strongly limit the water absorbency and whiteness of the cotton fiber. Pectin is located mostly in the primary wall of the fibre.
 |
| Figure: A schematic representation of cotton fibre showing its various layers. |
The general state of knowledge of the chemical composition of a mature cotton fiber is presented in Table
Composition
of a Fiber
|
Composition
of the Cuticle%
|
|||
Constituent
|
Typical%
|
Low%
|
High%
|
|
Cellulose
|
94.0
|
88.0
|
96.0
|
|
Protein
(N-6.25)
|
1.3
|
1.1
|
1.9
|
30.4
|
Pectic
substances
|
0.9
|
0.7
|
1.2
|
19.6
|
Wax
|
0.6
|
0.4
1
|
1.0
|
17.4
|
Mineral
matters
|
1.2
|
0.7
|
1.6
|
6.5
|
Maleic,
citric, and other organic acids
|
0.8
|
0.5
|
1.0
|
|
Total
sugars
|
0.3
|
|||
Cutin
|
8.7
|
|||
Table shows that non-cellulosic materials account for only a very small amount of the fiber weight. These materials are amorphous and are located in the cuticle and the lumen. The cuticle forms a protective layer to shield the cotton from environmental attacks and water penetration. Waxy materials are mainly responsible for the non-absorbent characteristics of raw cotton. Pectins may also have an influence, since 85% of the carboxyl groups in the pectins are methylated.
Row cotton fibres have to go through several chemical processes to obtain properties suitable for use. With scouring, non-cellulose substances (wax, pectin, proteins, hemicelluloses…) that surround the fibre cellulose core are removed, and as a result, fibres become hydrophilic and suitable for bleaching, dyeing and other processing.
By removing pectin, it is easier to remove all other non-cellulosic substances. The processes of bio-scouring that are in use today are based on the decomposition of pectin by the enzymes called pectinases.
| Composition (% Dry Weight) | ||
|---|---|---|
| Constituent | Typical % | Range % |
| Cellulose | 95.0 | 88.0–96.0 |
| Protein (%N 6.25) % N – The standard method of estimating percent protein from nitrogen content | 1.3 | 1.1–1.9 |
| Pectic substances | 0.9 | 0.7–1.2 |
| Ash | 1.2 | 0.7–1.6 |
| Wax | 0.6 | 0.4–1.0 |
| Total sugars | 0.3 | 0.1–1.0 |
| Organic acids | 0.8 | 0.5–1.0 |
| Pigment trace | – | – |
| Others | 1.4 | – |
Following the global trend toward
improving yarn quality, the market share of medium and higher grades is
rising, while the share of shorter (‘coarse count’) Upland cotton is
declining. Medium and higher grades of Upland cottons now account for an
estimated 75% of world trade, or some 7 million tons. The
fastest-growing and most remunerative market for Upland cottons is for
higher grades and finer cottons which can be used for producing ring
spun combed yarns*** for the woven and knitted apparel sector.
*Short
(under 13/16"); medium (13/16" to 1"); medium long (1-1/32" to
1-3/32"); long (1-1/8" to 1-11/32") and extra long (1-3/8" and longer).
**Ring spun carded yarn is typically used for knitting and weaving, in a large range of coarse to fine counts.
***Combed yarns are stronger, more uniform, smoother, purer and have greater shine than carded yarns.
Conventional Cotton
Conventional cotton production relies heavily on the use of
agro-chemicals.* It has been estimated that cotton uses approximately 9%
of the world’s agrochemical pesticides, about 20% of the world’s
insecticides and 8% of the world’s chemical fertilizers. The amounts of
chemicals needed to grow cotton affect human health and the world’s
eco-system.
In the early 1900s, cotton insect pests were
controlled primarily through cultural and physical methods. Insecticides
have become an integral part of the cotton production systems in the
world. More than 90% of total world cotton area is treated with one or
more insecticide applications per season. The major chemical classes
presently in use** are relatively inexpensive and broad-spectrum. They
are, however, significantly disruptive to most beneficial insects and
they have significant environmental residue problems. Insect resistance
to insecticides is the major problem affecting agrochemical usage on
cotton. Herbicide resistance is also becoming a problem.
The use
of water resources in cotton farming presents a significant
environmental challenge. Irrigated cotton is frequently grown in regions
where fresh water is in short supply, such as the Mediterranean and
desert or near-desert areas in Australia, India, Pakistan, Uzbekistan,
and west United States. Extensive irrigation of cotton affects regional
water resources and ecosystems, possibly contributing to surface and
groundwater depletion. Inadequate drainage has contributed to the
salinization of fresh water in China, Egypt and Uzbekistan.
Fertilization practices increase the risk of erosion, and diffusion of
residues of synthetic fertilizer increase the risk of contamination of
surface and groundwater.
Current production technology affects
the sustainability of cotton production worldwide. The solution lies in
developing alternative approaches, which are less dangerous to human
health and the environment. The success of cotton production depends on
the least use of chemicals, and the best use of available resources such
as water and soil.
*Pesticides including insecticides, fungicides and nematicides, herbicides and nutrients, including nitrogen fertilizers.
**Organophosphates, carbamates and synthetic pyrethroids.
Organic Cotton
Organic cotton production and trade is promoted
as a more viable and sustainable alternative to conventional cotton
production. However, farmers generally do not adopt new production
techniques unless they are profitable. Organic seed cotton yields tend
to be lower than conventional ones, and even lower than what might be
acceptable in view of lower production costs. Nevertheless, some
consumers are willing to pay a premium for textiles and clothing made
out of certified organic cotton fibre, and labelled as such. Although
production of organic cotton is expanding rapidly, conventional cotton
still accounts for about 99.9% of total world output.
Organic cotton is cotton that originates from organic agriculture.
Agricultural production is considered ‘organic’ when it has been
certified ‘organic’ by independent inspection and certification bodies
according to the rules and regulations that apply in that particular
country, region, or envisaged consumer market.
The International Federation of Organic Agriculture Movements (IFOAM), which is the representative body for organic agriculture worldwide, defines ‘organic agriculture’ according to four principles:**
Farmers wishing to convert to organic agriculture will have to go through a conversion period of one to three years, depending on their fields’ history. The conversion period enables the soil and the environment to recover from previous cultivation, while applying organic methods of production. The ‘in-conversion’ produce can not be sold as ‘organic’, and does not usually fetch a premium in the market. The risks and costs of conversion are a major barrier to the adoption of organic agriculture.
Organic production is generally more labour intensive, and yields may be – but are not necessarily – lower than in conventional production. Organic farmers usually fetch a premium for their produce in order to compensate for any yield loss, for increased handling operations and for additional costs such as inspection and certification. The premium may also be paid in order to ensure the loyalty of producers to the organic scheme.
Standards
The European Union (EU regulation 2092/91),*** the United States (NOP)**** and Japan (JAS), among others, protect the use of the word ‘organic’ on food and processed food for sale. These regulations apply to products deriving from agriculture and animal husbandry, but not to products like fish or to non-food items such as cotton products. There are thus no particular legal requirements for the import and sale of organic cotton and organic cotton products in the main consumer markets in the North, other than those for conventional cotton.
However, in order to distinguish cotton originating from certified organic farms from conventional cotton, market players will consider cotton ‘organic’ only if the seed cotton was produced on certified organic farms and processed in certified organic ginning mills. Certification by third parties is generally requested in order to back up producers’ organic claims, and to strengthen trust between the supplier and the buyer.
Organic seed cotton and cotton fibre***** should be treated separately from conventional seed cotton and cotton fibre at any time; whether on the field, at storage in the village, on transport to the ginnery, during ginning, during storage at the ginnery or port, or during transport to the textile processing unit. The separate treatment should be duly documented and archived for the purpose of inspection and certification by a third party. Buyers will usually request a ‘transaction certificate’ from a third party to ensure that the cotton fibre traded was produced according to organic standards.
Standard-setting for the processing and trade of organic cotton fibre results from private initiative. The lack of regulatory back-up by governmental policy can be considered a weak element of the current organization of the organic cotton sector. This was grounds, for example, for IFOAM to call upon the European Union (EU) to include organic textiles in the 2006 revision of the EU organic regulatory framework (IFOAM, 2005).
Requirements for processing
Private standards have also been developed for the environment-friendly processing of organic cotton fibre into yarn, fabric and garments. Many different voluntary standards for the ecological processing of organic cotton and textiles were developed, among others by the following control and certification agencies: Control Union/Skal (Netherlands), Organic Trade Association (OTA) (United States), Internationaler Verband der Naturtextilwirtschaft (IVN) (Germany), Soil Association (United Kingdom), Japan Organic Cotton Association (JOCA) (Japan) and Naturland (Germany). Individual companies may also have their standards for the ecological processing of their 100% organic cotton textiles and clothing.
Global harmonization of organic textile standards is underway. Global Organic Textile Standards (GOTS) have been developed recently by the certifying bodies IVN, JOCA, Soil Association and OTA.Other certifiers are expected to join the GOTS initiative, which was launched on 1 October 2006. The harmonized standard aims to ensure the organic status of textiles, from harvesting of the raw materials, through environmentally and socially responsible manufacturing up to labelling, in order to provide credible assurance to the end-consumer. GOTS enables textile manufacturers to qualify their organic fabrics and garments with one certificate accepted in all major world markets, which is an important step towards harmonization and transparency of textile labels (IMO, 2006).
The organic cotton business network Organic Exchange has established standards for textile certification which do not require all cotton used to be organic. The Organic Exchange Blended Standard (2005) relates to the tracking and tracing of certified organic cotton fibre that is blended into conventional textiles, for example at a rate of 5% organic cotton with 95% other fibres (conventional cotton, synthetic fibres, wool, etc.).
Finally, there are a number of public and private labelling schemes that consider the sustainability of textile processing from the angle of consumer safety and the allergenity of textiles and clothing. Examples are the EU Flower eco-label for textiles and schemes such as Oeko-Tex 100 which ensure low levels of chemical residues in end-products.********* These schemes, however, do not require the use of organic cotton fibre..
The International Federation of Organic Agriculture Movements (IFOAM), which is the representative body for organic agriculture worldwide, defines ‘organic agriculture’ according to four principles:**
- The principle of health. Organic agriculture should sustain and enhance the health of soil, plant, animal, human and planet as one and indivisible.
- The principle of ecology. Organic agriculture should be based on living ecological systems and cycles, work with them, emulate them and help sustain them.
- The principle of fairness. Organic agriculture should build on relationships that ensure fairness with regard to the common environment and life opportunities.
- The principle of care. Organic agriculture should be managed in a precautionary and responsible manner to protect the health and well-being of current and future generations and the environment.
Farmers wishing to convert to organic agriculture will have to go through a conversion period of one to three years, depending on their fields’ history. The conversion period enables the soil and the environment to recover from previous cultivation, while applying organic methods of production. The ‘in-conversion’ produce can not be sold as ‘organic’, and does not usually fetch a premium in the market. The risks and costs of conversion are a major barrier to the adoption of organic agriculture.
Organic production is generally more labour intensive, and yields may be – but are not necessarily – lower than in conventional production. Organic farmers usually fetch a premium for their produce in order to compensate for any yield loss, for increased handling operations and for additional costs such as inspection and certification. The premium may also be paid in order to ensure the loyalty of producers to the organic scheme.
Standards
The European Union (EU regulation 2092/91),*** the United States (NOP)**** and Japan (JAS), among others, protect the use of the word ‘organic’ on food and processed food for sale. These regulations apply to products deriving from agriculture and animal husbandry, but not to products like fish or to non-food items such as cotton products. There are thus no particular legal requirements for the import and sale of organic cotton and organic cotton products in the main consumer markets in the North, other than those for conventional cotton.
However, in order to distinguish cotton originating from certified organic farms from conventional cotton, market players will consider cotton ‘organic’ only if the seed cotton was produced on certified organic farms and processed in certified organic ginning mills. Certification by third parties is generally requested in order to back up producers’ organic claims, and to strengthen trust between the supplier and the buyer.
Organic seed cotton and cotton fibre***** should be treated separately from conventional seed cotton and cotton fibre at any time; whether on the field, at storage in the village, on transport to the ginnery, during ginning, during storage at the ginnery or port, or during transport to the textile processing unit. The separate treatment should be duly documented and archived for the purpose of inspection and certification by a third party. Buyers will usually request a ‘transaction certificate’ from a third party to ensure that the cotton fibre traded was produced according to organic standards.
Standard-setting for the processing and trade of organic cotton fibre results from private initiative. The lack of regulatory back-up by governmental policy can be considered a weak element of the current organization of the organic cotton sector. This was grounds, for example, for IFOAM to call upon the European Union (EU) to include organic textiles in the 2006 revision of the EU organic regulatory framework (IFOAM, 2005).
Requirements for processing
Private standards have also been developed for the environment-friendly processing of organic cotton fibre into yarn, fabric and garments. Many different voluntary standards for the ecological processing of organic cotton and textiles were developed, among others by the following control and certification agencies: Control Union/Skal (Netherlands), Organic Trade Association (OTA) (United States), Internationaler Verband der Naturtextilwirtschaft (IVN) (Germany), Soil Association (United Kingdom), Japan Organic Cotton Association (JOCA) (Japan) and Naturland (Germany). Individual companies may also have their standards for the ecological processing of their 100% organic cotton textiles and clothing.
Global harmonization of organic textile standards is underway. Global Organic Textile Standards (GOTS) have been developed recently by the certifying bodies IVN, JOCA, Soil Association and OTA.Other certifiers are expected to join the GOTS initiative, which was launched on 1 October 2006. The harmonized standard aims to ensure the organic status of textiles, from harvesting of the raw materials, through environmentally and socially responsible manufacturing up to labelling, in order to provide credible assurance to the end-consumer. GOTS enables textile manufacturers to qualify their organic fabrics and garments with one certificate accepted in all major world markets, which is an important step towards harmonization and transparency of textile labels (IMO, 2006).
The organic cotton business network Organic Exchange has established standards for textile certification which do not require all cotton used to be organic. The Organic Exchange Blended Standard (2005) relates to the tracking and tracing of certified organic cotton fibre that is blended into conventional textiles, for example at a rate of 5% organic cotton with 95% other fibres (conventional cotton, synthetic fibres, wool, etc.).
Finally, there are a number of public and private labelling schemes that consider the sustainability of textile processing from the angle of consumer safety and the allergenity of textiles and clothing. Examples are the EU Flower eco-label for textiles and schemes such as Oeko-Tex 100 which ensure low levels of chemical residues in end-products.********* These schemes, however, do not require the use of organic cotton fibre..
Bio Tech Cotton
The biotech cotton in commercial use today has been genetically engineered to be tolerant to herbicides or insect resistant. Of the types of transgenes currently available for commercial production in cotton, two provide tolerance to herbicides and one is resistant to bollworms (Bt, from Bacillus thuringiensis). Bacillus thuringiensis is a very common bacterium occurring in the soil and capable of producing ‘cry’ proteins. The ‘cry’ proteins are toxic to certain types of insects (e.g. moths such as bollworms) that attack cotton, and the action is specific to those insects. The target insect must ingest the Bacillus thuringiensis ‘cry’ protein for the protein to be effective.Bt cotton was first planted on a commercial scale in 1996 in Australia and the United States. ‘Stacked’ gene varieties having herbicide resistance and the Bt gene were introduced in 1997. Biotech cotton has been officially approved for commercial release in nine countries (Argentina, Australia, China, Colombia, India, Indonesia, Mexico, South Africa, United States) and experimentation is under way in several other countries, notably in Burkina Faso. Monsanto has a dominant position and controls about 80% of commercial biotech cotton.
The first generation of Bt cotton (Bollgard I) was designed to eliminate the need to spray pesticides to control boll weevil infestations. The second generation of Bollgard technology is intended to suppress damage by other pests and the need for supplemental spraying that was commonly needed for the first generation varieties.
Farming with biotech cotton has an immediate positive effect on the environment. Cotton requires more pesticide use than any other crop, and all of the new biotech varieties are designed to reduce the use of pesticides that are harmful to human and environmental health.
Biotech cotton is genetically modified to produce a toxin that kills certain insects or resists certain herbicides, not to increase yields. Claims made about the ability of biotech cotton to increase yields relate to its capacity to reduce damage caused by insects or weeds. As a result of the adoption of insect-resistant cotton, the number of insecticide applications and the quantity of insecticide used per hectare of cotton have decreased. However, farmers still have to spray for non-target insects that are not controlled by biotech cotton.
The major disadvantage of biotech cotton is the relatively high cost of the seed and technology fee. The commercialization of biotech products requires a long process of regulatory approval. Countries have to pay a technology fee to owners of the genes, and this is limiting the adoption of the technology, particularly in developing countries. Because a private company owns the genes inserted into cotton, countries are legally bound not to insert the genes into their own varieties and start using them.
The economic benefits of biotech cotton depend on whether the increase in yields and the reduction in chemical application cost outweigh the higher seed cost.
Genetic modification is a new technique that is far from fully understood and the impacts on the environment and human health could take years to appear. One of the major concerns with Bt cotton is that target pests could rapidly develop resistance to the toxin, leading to increased pest problems. In the absence of a clearly defined resistance management strategy that involves planting non-Bt cotton ‘refuge’ areas, some cotton pests are likely to develop resistance to Bt cotton. The potential emergence of resistance to Bt among insects threatens the long-term viability of Bt cotton. There is also potential for harmful environmental impacts. The use of those herbicides that biotech cotton is designed to tolerate will undoubtedly increase. Foreign genes introduced into the cotton may be transferred from the biotech cotton to related wild species and conventional cotton being grown nearby. Once a transgene is introduced into the environment, it would be difficult if not impossible to remove it if harmful effects for human or environmental health were discovered. Gene flow could occur between Bt cotton and local varieties or wild species of cotton, thereby jeopardizing these reserves of biodiversity; and contamination by biotech cotton could compromise the entire production of organic cotton in a region, since organic certification criteria prohibit genetically modified organisms. Consumers may wish to avoid biotech products because of ethical or safety concerns although there are, at the moment, no provisions for labelling in textiles or in cottonseed oil.
ICAC estimates that biotech cotton accounted for over 40% of world production and world exports in 2006/07.
Coloured Cottons
.
Cotton occurs naturally in four colours: white (creamy to bright), brown (light brown to mahogany), green (light green to green) and blue (very light). Some genotypes may show colour fading with time and washing, while others may not. Brown colour in some genotypes may intensify after many washings. Coloured lint usually has poor quality: the fibre is weak, it has higher micronaire and it is shorter in length. The market for coloured cotton is a niche market.
Fibre quality: the strength of our reputation
 Despite our relatively small crop, Australian exports still make up over 10 per cent of the medium/high medium grade cotton volume in the export market. The quality of Australian cotton has improved over the last two decades and has earned a very good reputation amongst spinners for its good spinning ability and low contamination. Nearly all of Australia’s cotton lint is exported for high quality end use in mills in South East Asia. It is used primarily for producing high quality fine to medium count yarns for use in the woven and knitted apparel sectors.
Despite our relatively small crop, Australian exports still make up over 10 per cent of the medium/high medium grade cotton volume in the export market. The quality of Australian cotton has improved over the last two decades and has earned a very good reputation amongst spinners for its good spinning ability and low contamination. Nearly all of Australia’s cotton lint is exported for high quality end use in mills in South East Asia. It is used primarily for producing high quality fine to medium count yarns for use in the woven and knitted apparel sectors. What do you need to know?
The price received for cotton is dependent on the quality of each bale of cotton. Cotton prices are quoted for ‘base grade’, with the base grade refers to the grade of cotton that is used by cotton merchants as a basis for contracts, premiums and discounts. Currently the base grade in Australia is Colour 31 (Middling) and Leaf 3, length 36 and micronaire G5 and premiums and discounts apply for higher and lower grades respectively.
Physical Properties of Cotton:
Physical Properties of Cotton:
- Thickness : micronaire value from 3 to 6
- Color : white
- Length : short fiber
- Density : 1.5 g/cc
- Tenacity : medium to good, 26 to 43 cN/tex
- Moisture regain : 8.5% (at 65% of moisture and 20°C)
- Elongation : 3.5 to 7.5 %
- Flame reaction : rapidly flammable
| Cotton Fiber |
The key characteristics:
Maturity
Maturity, which is largely determined by growing conditions, can be defined as the relative wall thickness (i.e. the area of the cell wall to that of a circle with the same perimeter as the fibre, or the ratio of the cell wall thickness to the overall ‘diameter’ of the fibre).It is the significant characteristic of cotton fibres. Matur,ity of cotton fibre is an indicator which expresses "the degree of development of cotton fibre". The maturiy of fibres tells us how much development has been taken place in the fibres. The cotton fibres do not have regular development within the sample or the fibres obtained from same seed too. This difference among the maturity of various fibres appears becauses of the variations in the degree of the secondary thickening or deposition of cellulose in a fibres.
Cross sections of fibres of different maturity are shown in figure.





Maturity generally has a greater effect on fabric appearance and defects than any of the other fibre properties. It is commonly measured by the double compression airflow test, although single fibre measurements (e.g. AFIS) are used for more detailed information, including maturity distribution and the presence of immature and dead fibres. Different means of expressing maturity are in use, the two most popular being the percentage maturity (Pm) and maturity ratio (M), a level of at least 0.9 (preferably 0.95) for M and 80% for Pm being desirable. Cotton fibre maturity greatly affects nep formation, dye uptake and dyed appearance. Variations in maturity within a yarn batch or fabric can lead to streakiness and barré because of differences in dyed appearance. It is, however, not only the average maturity which is important but also the distribution of maturity. A small percentage of immature or ‘dead’ fibres may not significantly affect the average maturity but could significantly affect the yarn and fabric appearance, notably in terms of neppiness and white flecks which can comprise only about 0.5% (by weight) of fibres. The lighter appearance of dyed immature fibres is mainly due to their flat and ribbon-like non-uniform shape and the shorter path-length the light takes through the thinner dyed wall, rather than due to a lower dye uptake, with the difference in light reflectance characteristics from the ‘flat’ fibre surfaces also playing a role (e.g. shining neps). Nevertheless, the rapid desorption of dye from immature fibres may also play a role. Scouring and finishing losses are also greater for immature cottons, because their non-cellulosic contents are higher. Fibre maturity also affects lustre. Immaturity can also be associated with stickiness and roller lapping because of excessive plant sugars, particularly under high humidity conditions. Combing is known to remove relatively immature and fine fibres.
Maturity
Maturity, which is largely determined by growing conditions, can be defined as the relative wall thickness (i.e. the area of the cell wall to that of a circle with the same perimeter as the fibre, or the ratio of the cell wall thickness to the overall ‘diameter’ of the fibre).It is the significant characteristic of cotton fibres. Matur,ity of cotton fibre is an indicator which expresses "the degree of development of cotton fibre". The maturiy of fibres tells us how much development has been taken place in the fibres. The cotton fibres do not have regular development within the sample or the fibres obtained from same seed too. This difference among the maturity of various fibres appears becauses of the variations in the degree of the secondary thickening or deposition of cellulose in a fibres.
Cross sections of fibres of different maturity are shown in figure.
Maturity generally has a greater effect on fabric appearance and defects than any of the other fibre properties. It is commonly measured by the double compression airflow test, although single fibre measurements (e.g. AFIS) are used for more detailed information, including maturity distribution and the presence of immature and dead fibres. Different means of expressing maturity are in use, the two most popular being the percentage maturity (Pm) and maturity ratio (M), a level of at least 0.9 (preferably 0.95) for M and 80% for Pm being desirable. Cotton fibre maturity greatly affects nep formation, dye uptake and dyed appearance. Variations in maturity within a yarn batch or fabric can lead to streakiness and barré because of differences in dyed appearance. It is, however, not only the average maturity which is important but also the distribution of maturity. A small percentage of immature or ‘dead’ fibres may not significantly affect the average maturity but could significantly affect the yarn and fabric appearance, notably in terms of neppiness and white flecks which can comprise only about 0.5% (by weight) of fibres. The lighter appearance of dyed immature fibres is mainly due to their flat and ribbon-like non-uniform shape and the shorter path-length the light takes through the thinner dyed wall, rather than due to a lower dye uptake, with the difference in light reflectance characteristics from the ‘flat’ fibre surfaces also playing a role (e.g. shining neps). Nevertheless, the rapid desorption of dye from immature fibres may also play a role. Scouring and finishing losses are also greater for immature cottons, because their non-cellulosic contents are higher. Fibre maturity also affects lustre. Immaturity can also be associated with stickiness and roller lapping because of excessive plant sugars, particularly under high humidity conditions. Combing is known to remove relatively immature and fine fibres.
Colour:

Currently the colour of a sample is currently measured visually by a trained cotton classer. The true colour can only be assessed under specific light conditions and via comparison to the universal USDA standards.
Currently the colour of a sample is currently measured visually by a trained cotton classer. The true colour can only be assessed under specific light conditions and via comparison to the universal USDA standards.
Leaf:
Also known as ‘trash’, is a measure of the amount of leaf material remaining in the cotton sample. The amount of trash present in a bale of cotton is affected by the variety, harvesting methods and conditions and whist the gin removes the majority of trash, some remains in the sample which is removed in the spinning process resulting in a reduction in lint yield and increases cost. Hence, cotton with high levels of trash attracts a discount. Leaf grades range from 1 (lowest amount of trash) to 5 (highest amount of trash).
Also known as ‘trash’, is a measure of the amount of leaf material remaining in the cotton sample. The amount of trash present in a bale of cotton is affected by the variety, harvesting methods and conditions and whist the gin removes the majority of trash, some remains in the sample which is removed in the spinning process resulting in a reduction in lint yield and increases cost. Hence, cotton with high levels of trash attracts a discount. Leaf grades range from 1 (lowest amount of trash) to 5 (highest amount of trash).
Staple length:
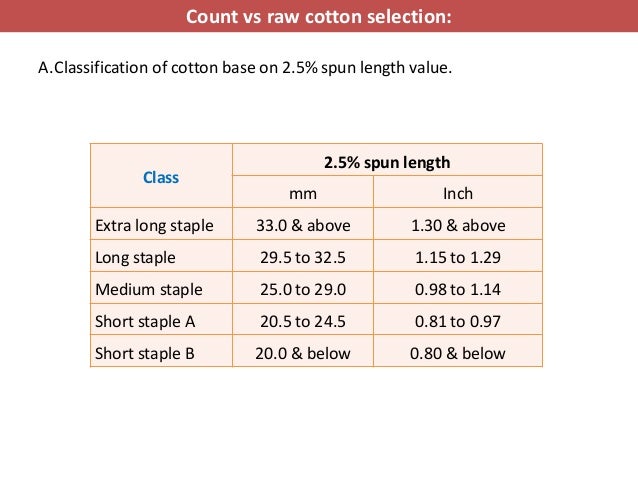
Length is measured on a sample of fibres known as a ‘pull’ when hand classing, and is measured to the nearest 1/32 inch. HVI determine length in 100ths and in 32nds of an inch or on a ‘beard’ or tuft of lint formed by grasping fibres with a clamp. Australian cotton is all classed using HVI measurements.
Length, length uniformity and length distribution, including short fibre content, are probably the most important cotton fibre properties, although their importance does depend somewhat on the spinning system used. Fibre length characteristics are determined by genetic (cotton variety) factors as well as by ginning and textile processing conditions, the latter in terms of fibre breakage. Cotton fibre length characteristics are probably the best criterion for ring spinning performance and spinning limits and often also of yarn strength. An increase of 1 mm in fibre length increases yarn strength by some 0.4 cN/tex or more (Frey, M). The staple length, upper half mean length (UHML) and 2.5% span length all provide similar, but not identical, measures of the length of the bulk of the long fibres in a sample, and approximate the length of the fibres when carefully detached from the seed by hand. They are measured by HVI and other similar systems, as well as by slower single fibre measurement systems, such as AFIS. These measures are useful for setting drafting roller distances, with UHML increasingly being measured by high volume systems and adopted for trading purposes. A length above 28 mm is desirable in most cases, although this depends upon the spinning system and yarn count. The mean length (ML) or 50% span length is generally regarded as providing a better measure of spinning performance and yarn quality. Longer cottons, which are often also finer, are generally more prone to forming neps during carding and are therefore often carded at lower speeds and also combed to remove neps and to even better align the fibres. Longer fibres also enable lower roving and yarn twists and higher ring spinning speeds to be employed, also producing finer, stronger, more even and less hairy yarns, as well as stronger fabrics with better appearance.
Excessive fibre length variation (e.g. CV of fibre length, uniformity ratio or uniformity index) tends to increase manufacturing waste and to adversely affect processing performance, including spinning performance and yarn quality. The inverse of length uniformity also provides a measure of floating fibres within the drafting zone, although the short fibre content (SFC) is a better indicator of the floating fibres. SFC is generally defined as the percentage, by weight, of fibres shorter than ½" (12.7 mm). SFC by number is, however, considered a more sensitive measure of processing conditions. Although the uniformity index is typically, and accurately, measured on high volume systems, on its own it does not provide an accurate measure of SFC. A uniformity index of above 83% and uniformity ratio above 48% are desirable, although it depends upon the spinning system and yarn count.
An increase in SFC increases spinning end breaks, processing waste (including comber noils), fly and optimum roving twist, and causes deterioration in yarn and fabric properties, notably yarn strength and evenness. An increase of 1% (absolute) in SFC can decrease ring spun yarn strength by 1% or more. Fabric strength and abrasion resistance also tend to deteriorate with an increase in SFC. Different instruments will find differences in SFC and other measures of fibre distribution. An SFC below 8% (by weight) is desirable, although the SFC level is generally a function of the staple length (UHML).

Length is measured on a sample of fibres known as a ‘pull’ when hand classing, and is measured to the nearest 1/32 inch. HVI determine length in 100ths and in 32nds of an inch or on a ‘beard’ or tuft of lint formed by grasping fibres with a clamp. Australian cotton is all classed using HVI measurements.
Length, length uniformity and length distribution, including short fibre content, are probably the most important cotton fibre properties, although their importance does depend somewhat on the spinning system used. Fibre length characteristics are determined by genetic (cotton variety) factors as well as by ginning and textile processing conditions, the latter in terms of fibre breakage. Cotton fibre length characteristics are probably the best criterion for ring spinning performance and spinning limits and often also of yarn strength. An increase of 1 mm in fibre length increases yarn strength by some 0.4 cN/tex or more (Frey, M). The staple length, upper half mean length (UHML) and 2.5% span length all provide similar, but not identical, measures of the length of the bulk of the long fibres in a sample, and approximate the length of the fibres when carefully detached from the seed by hand. They are measured by HVI and other similar systems, as well as by slower single fibre measurement systems, such as AFIS. These measures are useful for setting drafting roller distances, with UHML increasingly being measured by high volume systems and adopted for trading purposes. A length above 28 mm is desirable in most cases, although this depends upon the spinning system and yarn count. The mean length (ML) or 50% span length is generally regarded as providing a better measure of spinning performance and yarn quality. Longer cottons, which are often also finer, are generally more prone to forming neps during carding and are therefore often carded at lower speeds and also combed to remove neps and to even better align the fibres. Longer fibres also enable lower roving and yarn twists and higher ring spinning speeds to be employed, also producing finer, stronger, more even and less hairy yarns, as well as stronger fabrics with better appearance.
Excessive fibre length variation (e.g. CV of fibre length, uniformity ratio or uniformity index) tends to increase manufacturing waste and to adversely affect processing performance, including spinning performance and yarn quality. The inverse of length uniformity also provides a measure of floating fibres within the drafting zone, although the short fibre content (SFC) is a better indicator of the floating fibres. SFC is generally defined as the percentage, by weight, of fibres shorter than ½" (12.7 mm). SFC by number is, however, considered a more sensitive measure of processing conditions. Although the uniformity index is typically, and accurately, measured on high volume systems, on its own it does not provide an accurate measure of SFC. A uniformity index of above 83% and uniformity ratio above 48% are desirable, although it depends upon the spinning system and yarn count.
 Staple Conversion Chart
Staple Conversion Chart
| category | inches | 32nds | decimals | USDA Upland HVI length | USDA Am Pima HVI length | mm | |
|---|---|---|---|---|---|---|---|
| short | 13/16" | 26 | 0.8125 | 0.80-0.85 | 20.64 | ||
| 27/32" | 27 | 0.84375 | 21.43 | ||||
| 7/ 8" | 28 | 0.875 | 0.86-0.89 | 22.23 | |||
| 29/32" | 29 | 0.90625 | 0.90-0.92 | 23.02 | |||
| 15/16" | 30 | 0.9375 | 0.93-0.95 | 23.81 | |||
| medium | 31/32" | 31 | 0.96875 | 0.96-0.98 | 24.61 | ||
| 1" | 32 | 1.0 | 0.99-1.01 | 25.40 | |||
| 1. 1/32" | 33 | 1.03125 | 1.02-1.04 | 26.19 | |||
| 1. 1/16" | 34 | 1.0625 | 1.05-1.07 | 26.99 | |||
| 1. 3/32" | 35 | 1.09375 | 1.08-1.10 | 27.78 | |||
| 1. 1/ 8" | 36 | 1.125 | 1.11-1.13 | 28.58 | |||
| medium | 1. 5/32" | 37 | 1.15625 | 1.14-1.17 | 29.37 | ||
| to long | 1. 3/16" | 38 | 1.1875 | 1.18-1.20 | 30.16 | ||
| 1. 7/32" | 39 | 1.21875 | 1.21-1.23 | 30.96 | |||
| long | 1. 1/ 4" | 40 | 1.25 | 1.24-1.26 | -1.20 | 31.75 | |
| 1. 9/32" | 41 | 1.28125 | 1.27-1.29 | 32.54 | |||
| 1. 5/16" | 42 | 1.3125 | 1.30-1.32 | 1.21-1.25 | 33.34 | ||
| 1.11/32" | 43 | 1.34375 | 1.33-1.35 | 34.13 | |||
| 1. 3/ 8" | 44 | 1.375 | 1.36 | 1.26-1.31 | 34.93 | ||
| 1.13/32" | 45 | 1.40625 | 35.72 | ||||
| extra | 1. 7/16" | 46 | 1.4375 | 1.32-1.36 | 36.51 | ||
| long | 1.15/32" | 47 | 1.46875 | 37.31 | |||
| 1. 1/ 2" | 48 | 1.5 | 1.37-1.42 | 38.10 | |||
| 1.17/32" | 49 | 1.53125 | 38.89 | ||||
| 1. 9/16" | 50 | 1.5625 | 1.43-1.47 | 39.69 | |||
| 1.19/32" | 51 | 1.59375 | 40.48 | ||||
| 1. 5/ 8" | 52 | 1.625 | 1.48 + | 41.28 | |||
| 1.21/32" | 53 | 1.65625 | 42.07 | ||||
| 1.11/16" | 54 | 1.6875 | 42.86 | ||||
| 1.23/32" | 55 | 1.71875 | 43.66 | ||||
| 1. 3/ 4" | 56 | 1.75 | 44.45 | ||||
An increase in SFC increases spinning end breaks, processing waste (including comber noils), fly and optimum roving twist, and causes deterioration in yarn and fabric properties, notably yarn strength and evenness. An increase of 1% (absolute) in SFC can decrease ring spun yarn strength by 1% or more. Fabric strength and abrasion resistance also tend to deteriorate with an increase in SFC. Different instruments will find differences in SFC and other measures of fibre distribution. An SFC below 8% (by weight) is desirable, although the SFC level is generally a function of the staple length (UHML).
Micronaire:
Micronaire is measured by placing lint in a chamber, compressing it to a set volume and subjecting it to a set pressure. The micronaire result measured in this way is in actual fact a function of both fibre maturity and fineness (linear density). As the reading is an approximate guide to fibre thickness the trade use the following micronaire ranges to describe samples:
Micronaire is measured by placing lint in a chamber, compressing it to a set volume and subjecting it to a set pressure. The micronaire result measured in this way is in actual fact a function of both fibre maturity and fineness (linear density). As the reading is an approximate guide to fibre thickness the trade use the following micronaire ranges to describe samples:
| ≥ 5.3 | G7 |
| 5.0 – 5.2 | G6 |
| 3.5 – 4.9 | G5 |
| 3.3 – 3.4 | G4 |
| 3.0 – 3.2 | G3 |
| 2.7 – 2.9 | G2 |
| 2.5 – 2.6 | G1 |
| ≤ 2.4 | G0 |
The premium range is 3.7 to 4.2 and the base range is 3.5 to 4.9 (G5) and discounts apply for cotton with a micronaire outside the base range. Discounts for low micronaire can be substantial.
The importance of micronaire, which is
determined by genetic (cotton variety) and environmental conditions, was
recognized early, and it was also one of the first cotton fibre
properties measured by instrument using the airflow principle.
Micronaire is generally used as a measure of maturity, which is true for a specific cotton variety (cultivar) and region. Nevertheless, more generically speaking, it is a function of both maturity and fineness, which affect textile processing and quality independently and differently. It is therefore important, particularly when different cotton varieties and growing regions are involved, to measure maturity and fineness separately, and these will be discussed separately below. Nevertheless, some research has indicated that, for Upland cottons, micronaire is as good as, if not better than, maturity in predicting yarn quality and dyeability. Chellamani et al, for example, found the following relationship between colour difference (ΔE) and difference in micronaire and immature fibre content:

Where micronaire alone is measured, its importance lies in the fact that it affects processing waste (lower micronaire fibres break more easily during mechanical action), neps (lower micronaire fibres are generally more flexible and entangle more easily to form neps), short fibre content, spinning performance, yarn and fabric quality, dyed fabric appearance and neppiness in particular. Lower micronaire cottons also tend to become more easily entangled around particles of trash and leaf, thereby increasing the amount of good fibre removed. These features affect processing performance, and product quality and costs. Lower micronaire cottons also need to be carded slower. Neps can interfere with drafting, resulting in end-breakages during spinning. If micronaire levels within a lay-down or mix vary unduly (by more than 0.2 units), it could lead to streakiness or barré because of differences in dye shade. It is generally considered that both too-low and too-high micronaire cottons should be avoided, the ideal range being between about 3.8 and 4.2 for American Upland type cotton. Nevertheless, micronaire values below 3.8 would be preferable provided the cotton is mature, particularly for rotor spinning.
Micronaire is generally used as a measure of maturity, which is true for a specific cotton variety (cultivar) and region. Nevertheless, more generically speaking, it is a function of both maturity and fineness, which affect textile processing and quality independently and differently. It is therefore important, particularly when different cotton varieties and growing regions are involved, to measure maturity and fineness separately, and these will be discussed separately below. Nevertheless, some research has indicated that, for Upland cottons, micronaire is as good as, if not better than, maturity in predicting yarn quality and dyeability. Chellamani et al, for example, found the following relationship between colour difference (ΔE) and difference in micronaire and immature fibre content:
Where micronaire alone is measured, its importance lies in the fact that it affects processing waste (lower micronaire fibres break more easily during mechanical action), neps (lower micronaire fibres are generally more flexible and entangle more easily to form neps), short fibre content, spinning performance, yarn and fabric quality, dyed fabric appearance and neppiness in particular. Lower micronaire cottons also tend to become more easily entangled around particles of trash and leaf, thereby increasing the amount of good fibre removed. These features affect processing performance, and product quality and costs. Lower micronaire cottons also need to be carded slower. Neps can interfere with drafting, resulting in end-breakages during spinning. If micronaire levels within a lay-down or mix vary unduly (by more than 0.2 units), it could lead to streakiness or barré because of differences in dye shade. It is generally considered that both too-low and too-high micronaire cottons should be avoided, the ideal range being between about 3.8 and 4.2 for American Upland type cotton. Nevertheless, micronaire values below 3.8 would be preferable provided the cotton is mature, particularly for rotor spinning.
Strength:
Fibre strength is highly dependent on the variety, although environmental conditions can have a small effect. Raingrown cotton strength is usually not adversely affected by growing conditions. Most Australian varieties are of high strength and local plant breeders have agreed to eliminate varieties that do not meet a minimum standard, thus keeping Australian cotton highly competitive in the world market. Fibre strength is measured by clamping a bundle of fibres between a pair of jaws and increasing the separation force until the bundle breaks.
The strength of individual cotton fibres is largely determined by the fineness of the fibres, whereas the tenacity (i.e. fineness or cross section corrected strength) of cotton is largely determined genetically. Cotton fibre strength, or more correctly cotton fibre tenacity, is generallymeasured on fibre bundles, as opposed to single fibres, at either zero-gauge or 1/8" (3.2 mm) gauge, with the latter increasingly beingmeasured and accepted worldwide as a better indicator of yarn and fabric strength than the former. High volume systems provide a reasonably accurate and reliable measure of cotton fibre strength. Although cottons with good strength usually give fewer problems and neps during processing than weaker cottons, cotton fibre tenacity per se does not play such an important role in processing, except probably in rotor spinning where it can improve spinning performance, particularly when spinning fine yarns. It is important to note, however, that in absolute terms (i.e. cN), finer and less mature cottons are weaker than coarser and more mature fibres, but when strength is expressed in terms of tenacity (cN/tex or gf/tex), i.e. corrected for fibre cross section or fineness, then this effect largely disappears. Finer, and therefore weaker, fibres will be more inclined to break during processing, but when converted into yarn of a constant linear density, will produce a stronger yarn because of the greater number of fibres in the yarn cross section. It is therefore always important to make a distinction between absolute fibre strength (i.e. uncorrected for cross section or fineness) and fibre tenacity (corrected for cross section or fineness). Even in terms of spinning performance, the effect of fibre strength is small, whereas fibre tenacity is virtually linearly related to yarn and fabric strength, all other factors being constant. Fibre tenacity is particularly important for rotor spinning. At optimum yarn twist, fibre tenacity has a greater effect on yarn tenacity than any other fibre property, strength utilization being typically 50%–60% for rotor yarns and 60%–70% for ring yarns, an increase in fibre strength of 1 cN/tex increasing yarn strength by some 0.5 cN/tex or more. A bundle tenacity above 30 cN/tex (HVI level) is generally desirable.
Strength is expressed in terms of grams force per tex with the following classifications:
Fibre strength is highly dependent on the variety, although environmental conditions can have a small effect. Raingrown cotton strength is usually not adversely affected by growing conditions. Most Australian varieties are of high strength and local plant breeders have agreed to eliminate varieties that do not meet a minimum standard, thus keeping Australian cotton highly competitive in the world market. Fibre strength is measured by clamping a bundle of fibres between a pair of jaws and increasing the separation force until the bundle breaks.
The strength of individual cotton fibres is largely determined by the fineness of the fibres, whereas the tenacity (i.e. fineness or cross section corrected strength) of cotton is largely determined genetically. Cotton fibre strength, or more correctly cotton fibre tenacity, is generallymeasured on fibre bundles, as opposed to single fibres, at either zero-gauge or 1/8" (3.2 mm) gauge, with the latter increasingly beingmeasured and accepted worldwide as a better indicator of yarn and fabric strength than the former. High volume systems provide a reasonably accurate and reliable measure of cotton fibre strength. Although cottons with good strength usually give fewer problems and neps during processing than weaker cottons, cotton fibre tenacity per se does not play such an important role in processing, except probably in rotor spinning where it can improve spinning performance, particularly when spinning fine yarns. It is important to note, however, that in absolute terms (i.e. cN), finer and less mature cottons are weaker than coarser and more mature fibres, but when strength is expressed in terms of tenacity (cN/tex or gf/tex), i.e. corrected for fibre cross section or fineness, then this effect largely disappears. Finer, and therefore weaker, fibres will be more inclined to break during processing, but when converted into yarn of a constant linear density, will produce a stronger yarn because of the greater number of fibres in the yarn cross section. It is therefore always important to make a distinction between absolute fibre strength (i.e. uncorrected for cross section or fineness) and fibre tenacity (corrected for cross section or fineness). Even in terms of spinning performance, the effect of fibre strength is small, whereas fibre tenacity is virtually linearly related to yarn and fabric strength, all other factors being constant. Fibre tenacity is particularly important for rotor spinning. At optimum yarn twist, fibre tenacity has a greater effect on yarn tenacity than any other fibre property, strength utilization being typically 50%–60% for rotor yarns and 60%–70% for ring yarns, an increase in fibre strength of 1 cN/tex increasing yarn strength by some 0.5 cN/tex or more. A bundle tenacity above 30 cN/tex (HVI level) is generally desirable.
Strength is expressed in terms of grams force per tex with the following classifications:
- ≤ 23, weak;
- 24 - 25, intermediate;
- 26 - 28, average;
- 29 - 30, strong (most current Australian varieties); and,
- ≥31, very strong.
In addition to usable fibers, cotton stock contain foreign matter or trash or foreign material of various kinds :-
Vegetable matter :
- Husk portions
- Seed fragments
- Stem fragments
- Wood fragments.
- Earth
- Sand, dust, coal.
- Metal fragments
- Cloth fragments
- Packing materials.
- Drafting disturbance,
- Yarn breakage,
- Filling up of card clothing,
- Contaminated yarn.
Accepted the range of foreign matters to the Cotton Bale –
- Up to 1.2% → very clean
- 1.2% to 2.0% → clean
- 2.0% to 4.0% → medium
- 4.0% to 7.0% → dirty
- 7.0% & above → very dirty.
There are two types of impurities in cotton, they are
- Impurities in raw cotton
- Impurities in processed cotton
Impurities in Raw Cotton:
The types of impurity found in raw cotton can be classified as follows :
Seed :
The largest type of impurity found in raw cotton. It may consist of un ginned seeds, with fibers still attached , ginned seeds or under-developed seeds and part of seed.
Chaff :
A collection of vegetable fragments, most of them consisting of leaf, bract, and stalk. Bract is a form of small leaf growing beneath the cotton boll.
Dirt :
Sand and soil which originates from the cotton field.
Dirt and Micro dust :
The finest of impurities consisting of very fine particles of chaff, dirt, small fiber fragments and mildew spores.
Trash :
The term trash is often applied to the combination of all the above impurities.
Impurities in Processed Cotton:
The types of impurity found in processed cotton can be described as follows :
The main impurities in processed cotton are Neps, Seed-Coat Fragments, and Non-Seed Impurities in Cotton. The production of high-quality fiber and textiles that meet the highest standards of the cotton industry has been a central and ongoing challenge in cotton research. Neps and white specks are imperfections that severely decrease textile quality at the consumer level and, therefore, have immense economic consequences. Neps are entanglements or clumps of immature fibers that produce imperfections when woven into fabric. Frequently, neps take up dye poorly and appear as light spots or white specks scattered randomly throughout dyed fabrics Seed-coat fragments are pieces of seed or mote (underdeveloped or aborted ovules) coats with fibers (mostly immature) attached that were broken or crushed during cotton processing. Motes are the main source of immature fibers, fiber clusters, and/or seed-coat fragments.
The types of impurity found in raw cotton can be classified as follows :
Seed :
The largest type of impurity found in raw cotton. It may consist of un ginned seeds, with fibers still attached , ginned seeds or under-developed seeds and part of seed.
 |
| Seed in raw cotton |
A collection of vegetable fragments, most of them consisting of leaf, bract, and stalk. Bract is a form of small leaf growing beneath the cotton boll.
Dirt :
Sand and soil which originates from the cotton field.
Dirt and Micro dust :
The finest of impurities consisting of very fine particles of chaff, dirt, small fiber fragments and mildew spores.
Trash :
The term trash is often applied to the combination of all the above impurities.
 |
| Trash in raw cotton |
The types of impurity found in processed cotton can be described as follows :
The main impurities in processed cotton are Neps, Seed-Coat Fragments, and Non-Seed Impurities in Cotton. The production of high-quality fiber and textiles that meet the highest standards of the cotton industry has been a central and ongoing challenge in cotton research. Neps and white specks are imperfections that severely decrease textile quality at the consumer level and, therefore, have immense economic consequences. Neps are entanglements or clumps of immature fibers that produce imperfections when woven into fabric. Frequently, neps take up dye poorly and appear as light spots or white specks scattered randomly throughout dyed fabrics Seed-coat fragments are pieces of seed or mote (underdeveloped or aborted ovules) coats with fibers (mostly immature) attached that were broken or crushed during cotton processing. Motes are the main source of immature fibers, fiber clusters, and/or seed-coat fragments.
 |
| Neps in cotton |
Wax Content
Levels of cotton wax are determined by both genetic and environmental conditions and are usually measured by solvent extraction. Cotton wax, which is mainly on the fibre surface and in the primary wall, has a beneficial effect on mechanical processing. The amount of wax per unit surface is fairly constant, and finer cottons therefore contain more wax per unit weight than do coarser cottons. Wax affects wetting behaviour and should be removed where good wetting is required, such as in towels. Such removal can beneficially affect yarn strength but adversely affect fabric crease recovery, flex abrasion and tear strength. Excessive wax can sometimes also cause problems with stickiness and roller lapping. In most cases the wax on the fibre makes it unnecessary to apply oils or lubricants to facilitate mechanical processing, but any wet treatment applied prior to processing can affect this negatively. Cotton wax enables cotton to be processed trouble-free on most systems.
Friction
Cotton fibre friction does not vary greatly, being determined by the wax, electrolytes and sugars (Gamble) present on the cotton fibre surface and pectin present in the primary cell wall (Gamble) as well as on any chemical (wet) treatments applied to the fibre. Fibre friction is important in determining mechanical processing behaviour and performance as well as yarn quality, in particular strength (fibre-to-fibre friction). No suitable practical test for fibre friction is available. Measuring the levels of fibre surface wax and other components (e.g. by NIR), represents the best way to obtain a rapid, though indirect, measure of cotton fibre friction.
Stickyness
Sticky cotton causes roller lapping and can
have a very large adverse affect on processing performance, including
both ring and rotor spinning. It may be caused by excessive quantities
of plant sugars on immature cotton, but about 80% of the time is caused
by honeydew (a sugar-containing sap secretion from insects, such as
aphids or whiteflies), by high wax levels, or even by additives or
contaminants (e.g. pesticides). Cotton-seed oil, from seed-coat
fragments and seed motes, could also be related to stickiness problems.
Storage and low levels of humidity during processing as well as certain
additives (e.g. water, enzymes, surfactants and lubricants) can reduce
certain stickiness related problems. Various tests are used for
measuring stickiness, including:
The degree of stickiness can be evaluated by the following table:
- Mini-card;
- Thermo-detector;
- Crush-rollers and image analysis;
- pH;
- Chemical/reducing sugar content (e.g. Clinitest, Perkins Method, Benedict Test and Fehling Tests), to provide a measure of non-honeydew related stickiness;
- HPLC;
- Discolouration upon heating.
The degree of stickiness can be evaluated by the following table:
| number of sticky points | degree of stickiness |
|---|---|
| Up to 2 | Not detectable |
| 2-16 | light |
| 17-32 | medium |
| 33-50 | strong |
| Over 50 | Very strong |
Cotton fibers viewed under a scanning electron microscope
- cellulose 91.00%
- water 7.85%
- protoplasm, pectins 0.55%
- waxes, fatty substances 0.40%
- mineral salts 0.20%
| Property | Evaluation |
|---|---|
| Shape | Fairly uniform in width, 12–20 micrometers; length varies from 1 cm to 6 cm (½ to 2½ inches); typical length is 2.2 cm to 3.3 cm (⅞ to 1¼ inches). |
| Luster | high |
| Tenacity (strength) Dry Wet |
3.0–5.0 g/d 3.3–6.0 g/d |
| Resiliency | low |
| Density | 1.54–1.56 g/cm³ |
| Moisture absorption raw: conditioned saturation mercerized: conditioned saturation |
8.5% 15–25% 8.5–10.3% 15–27%+ |
| Dimensional stability | good |
| Resistance to acids alkali organic solvents sunlight microorganisms insects |
damage, weaken fibers resistant; no harmful effects high resistance to most Prolonged exposure weakens fibers. Mildew and rot-producing bacteria damage fibers. Silverfish damage fibers. |
| Thermal reactions to heat to flame |
So, what should you do on your farm?
Fortunately the majority of crop management factors which increase/optimise yield will also increase/optimise fibre quality. Below are a few decisions which could affect your fibre quality;
- Select an appropriate variety for your region according to recommendations from CSD.
- Choose the optimal sowing date for your area to maximise yield and fibre quality.
- Effective control of weeds to minimise contamination, staining and reduced harvest efficiency.
- Meeting the nutritional requirements of the crop is as nutritional deficiencies can have a significant effect on fibre quality.
- Implement good IPM strategies to avoid insect damage and avoid unnecessary pesticide applications.
- Avoid aphid and whitefly infestations to avoid sticky cotton.
- Optimise the timing of cutout to minimise harvest of immature bolls.
- Apply good defoliation (product, rate and time) and a timely harvest.
- Implement good farm hygiene practices to avoid contamination.
- Ensure pickers are regularly maintained and correctly set up.
- Avoid picking seed cotton with moisture content ≥ 12 per cent.
- Ensure module wrap/tarpaulins are intact and not damaged.



Grades of U.S. Cotton
View a list of each color grade and its symbol for white, light spotted, spotted, tinged and yellow stained American Upland cotton. The leaf grade for each color grade of white cotton are also shown.
White
| COLOR GRADE | SYMBOLS | COLOR GRADE | LEAF GRADE |
|---|---|---|---|
| Good Middling | GM | 11 | 1 |
| Strict Middling | SM | 21 | 2 |
| Middling | Mid | 31 | 3 |
| Strict Low Middling | SLM | 41 | 4 |
| Low Middling | LM | 51 | 5 |
| Strict Good Ordinary | SGO | 61 | 6 |
| Good Ordinary | GO | 71 | 7 |
Light Spotted
| COLOR GRADE | SYMBOLS | COLOR GRADE |
|---|---|---|
| Good Middling | GM Lt Sp | 12 |
| Strict Middling | SM Lt Sp | 22 |
| Middling | Mid Lt Sp | 32 |
| Strict Low Middling | SLM Lt Sp | 42 |
| Low Middling | LM Lt Sp | 52 |
| Strict Good Ordinary | SGO Lt Sp | 62 |
Spotted
| COLOR GRADE | SYMBOLS | COLOR GRADE |
|---|---|---|
| Good Middling | GM Sp | 13 |
| Strict Middling | SM Sp | 23 |
| Middling | Mid Sp | 33 |
| Strict Low Middling | SLM Sp | 43 |
| Low Middling | LM Sp | 53 |
| Strict Good Ordinary | SGO Sp | 63 |
Tinged
| COLOR GRADE | SYMBOLS | COLOR GRADE |
|---|---|---|
| Strict Middling` | SM Tg | 24 |
| Middling | Mid Tg | 34 |
| Strict Low Middling | SLM Tg | 44 |
| Low Middling | LM Tg | 54 |
Yellow Stained
| COLOR GRADE | SYMBOLS | COLOR GRADE |
|---|---|---|
| Strict Low Middling | SM YS | 25 |
| Middling | Mid YS | 35 |
CULTIVATED SPECIES
There are four cultivated species of cotton viz. Gossypium arboreum, G.herbaceum, G.hirsutum and G.barbadense. The first two species are diploid (2n=26) and are native to old world. They are also known as Asiatic cottons because they are grown in Asia. The last two species are tetraploid (2n=52) and are also referred to as New World Cottons. G.hirsutum is also known as American cotton or upland cotton and G.barbadense as Egyptian cotton or Sea Island cotton or Peruvian Cotton or Tanguish Cotton or quality cotton.G.hirsutum is the predominant species which alone contributes about 90% to the global production. In USA and Uzbekistan, more than 90% area is covered by G.hirsutum. Perhaps, India is the only country in the world where all the four cultivated species are grown on commercial scale. In India, 45%, 30% and 24.7% area is covered by hybrids, upland cotton and diploid species respectively. G.barbadense is grown on a very little area (0.3%) in the state of Tamil Nadu and Andhra Pradesh. G.herbaceum is limited to the states of Gujarat and Karnataka. G.hirsutum and G.arboreum are grown in all the major cotton growing states in India. Distinguishing morphological features of all the four cultivated species of cotton are given in Table-2. Gossypium arboretum
Bracts are more or less triangular and closely invest bud and flower. Bracts have 4-5 teeth at the apex. Bolls are tapering and profusely pitted with prominent oil glands. Bolls open widely on maturity. This species is also known as Indian cotton.
Gossypium herbaceum
Bracts flare widely from the bud, flower and boll. They have 6-8 teeth. Bolls are round and rarely with prominent shoulders. Bolls are smooth or with few shallow pits and few oil glands. Bolls open slightly when ripe.
Gossypium hirsutum
Flowers do not have red spot at the base of petal. The staminal column is short. The anthers are loosely arranged on the staminal column. Anther filaments are larger in the upper region than in the lower region. The capsule surface is usually smooth. Gossypium barbadense Bracts are very large which cover the flower bud completely. The staminal column is long on which anthers are compactly arranged. The anther filament is of same length. Bolls are large and deeply pitted with black oil glands. Red spot is present at the base of petal. Bracts are united at the base in diploid cottons and free in tetraploid cottons. Diploid cottons have high degree of resistance to biotic and abiotic stresses, whereas tetraploid cottons have high yielding capacity and good fibre quality

Taxonomy
of Gossypium Speciesa
Genomic Group
|
Species
|
Distribution
|
A
|
G. herbaceum L.,
G. arboretum L. (syn. G. aboreum L.)
|
Africa,
Asia Minor
Africa,
Asia Minor, China
|
B
|
G. anomalum Wawr. and
Peyr., G. triphyllum (Harv. And
Sand.) Hochr,
G. captis-viridis Mauer,
G. trifurcatum Vollesen b
|
Africa,
Cape Verde
Islands,
Somalia
|
C
|
G. sturtianum J.H. Willis, G. robinsonii
F. Muell.
|
Australia
|
D
|
G. klotzschianum Anderss.,
G. raimondii Ulbr,
G. thurberi Tod.,
G. armourianum Kearn., G. harknessii Brandg.,
G. davidsonii Kell., G. aridum (Rose & Standl.) Skov, G. gossypioides (Ulbr.) Standl., G. lobatum Gentry, G. laxum Phillips, G. trilobum (DC.) Skov., G. turneri Fryx., G. schwendimanii Fryxell & S. Koch
|
Galapagos
islands
Peru
Mexico,
Arizona
Mexico
|
E
|
G. stocksii Mast.ex.
Hook., G. somalense (Gϋrke) Hutch.,
G. areysianum (Defl.) Hutch., G. incanum (Schwartz) Hille.,
G. benadirense Mattei,
G. bricchettii (Ulbrich) Vollesen, G. vollesenii Fryxell
|
Arabia
Somalia,
Kenya, Ethiopia
Somalia
|
F
|
G. longicalyx Hutch. and Lee
|
Africa
|
G
|
G. bickii Prokh, G. nelsonii Fryx., G. australe F. Muell.
|
Australia
|
K
|
G. costulatum Tod., G. cunninghamii Tod.,
G. enthyle Fryxell, Craven &
J.M. Stewart, G. exiguum Fryxell,
Craven & J.M. Stewart, G.
londonderriense Fryxell, Craven & J.M. Stewart, G. marchantii Fryxell, Craven & J.M. Stewart, G. nobile Fryxell, Craven & J.M.
Stewart, G. pilosum Fryx., G. populifolium (Benth.)Tod., G. pulchellum (C.A. Gardn.) Fryx., G. rotundifolium Fryxell, Craven &
J.M. Stewart, G. anapoides J.M. Stewart, Craven, Brubaker and Wendel c
|
Australia
|
AD
|
G. hirsutum L.
G. barbadense L.
G. tomentosum Nutt. ex Seem.
G. mustelinum Miers ex Watt
G. darwinii Watt
G. lanceolatum ekmanianum Tod d
|
Cultivars,
Central America
Cultivars,
South America
Hawaiian
Islands
Brazil
Galapagos
Islands
Dominican Republic
|
NATIVE TYPES OF COTTON
Cotton fiber is the most suitable fiber for clothing. It is widely used all around the world. Beginning from garments, it is extensively used in table linen, kitchen linen, curtains, upholstery, quilts, comforters, cotton blankets, sheet-sets etc. Its characteristics make it the most popular and useful among all fibers. Its availability and easy biodegradable character make it the king of all fibers. It is cultivated in more than ninety countries of the world. The quality of the cotton fiber varies according to the regions where it is grown. The soil of the field and the climatic conditions play a very important role in the development of its characteristics. There are five “native types of cotton” commercially grown around the world. These are being given below:
Egyptian cotton.
Sea Island cotton.
American Pima cotton.
Asiatic cotton.
American Upland cotton.
· Egyptian Cotton:
This type of cotton is grown in Egypt and surrounding regions this country. This cotton fiber is light brown in color. This cotton has very good lusture (seen). It has very long fiber length (staple length) and fineness of this cotton is very good ( low micronare value). This type of cotton fiber has good fiber strength. Yarn spun from this cotton has good strength, lusture, the lowest level of hairiness. Finest yarn and fabrics can be produced by using this cotton.
GIZA 45
The Giza 45 plants are cultivated in a very small area to the East of the Nile delta, and they represent only 0.4% of the total annual Egyptian cotton production. The fibres of the Giza 45 cotton production have an extraordinary staple length that easily surpasses 36mm and a unique uniformity index of 88.5%. Furthermore what makes this cotton exceptional amongst all extra-long staple cotton is the fineness of its fibres on average 2.95 michronaire.
Despite its fineness, the strength of the Giza 45 fibre remains high. This combination ensures extremely fine, durable fabrics, with an extraordinarily soft and silky touch for the most precious shirts in the world.
Some varieties of egyptian cotton are given below table. in this table letter G has been used for Giza

Some varieties of egyptian cotton are given below table. in this table letter G has been used for Giza

· Sea Island Cotton:
This kind of cotton has silky look. It has very good lustre.The finest count of yarn can be produced by using Sea Island cotton. Due to its silky look, it can be blended with silk too. Its long staple fiber makes it suitable to be used in the finest cotton counts yarn. This type of cotton ismore expensive than other types of cotton. Fine shirtingfabrics are made with this cotton.
· Pima Cotton:
The fibers of Pima cotton have extra long staple length. “Quality of Pima cotton is equivalent to that of the Egyptian cotton”. The strength, softness, durability, andabsorbency of the Pima cotton make it one of the most popular and finest cotton for clothing, towels, and sheets etc.
Pima cotton can be categorized mainly into three groups according to characteristics of fibres such as strength, staple length, fineness, maturity ratio, uniformity index etc.
Phytogen: following varieties come under this group
Varieties of Pima cotton: PHY 811 RF, PHY 888 RF, PHY 805 RF, PHY 841 RF, PHY 881.
Deltapine: following varieties come under this group
Varieties of Pima cotton: DP 348 RF PIMA, DP 358 RF PIMA
Hazera: following varieties come under this group
Varieties of Pima cotton: HA1432
· Asiatic Cotton:
“This kind of cotton is grown in the Indian subcontinent, China and near east”. Since this cotton hascoarse and harsh fibers, therefore, it is not suitable for manufacturing fine cotton clothing(garments). “It is used to make cotton blankets, filters, bath mats, curtains table linen, kitchen linen, coarse clothes, padding materials, and home furnishing items etc”.
· American Upland Cotton:
Another commonly used type of cotton is the American Upland cotton. It is less expensive and of a basic quality, and is also used to make several types of fabrics. Theversatility of the cotton makes it usable for manufacturing
VARIETY OF COTTON:
“Different type of cotton referred to in the trade is known as a variety of cotton”. A variety of cotton alsorefers to its characteristics such as fiber length, fiber fineness, fiber strength, colour grade and other that can be measured. These characteristics play important role in making a decision about its value and use. Cotton varieties are developed to suit specific growing regions in respective of environmental and quality of the soil. “The main objective of development of various types of cotton varieties is to maximize yield potential (amount of cotton inkgs. per acre) and to improve cotton characteristics up to optimum level”.
Main varieties being grown commercially in the world are given below:
· Varieties of American upland cotton:
common varieties of upland cotton are
· Delta.
· Plain.
· Eastern.
· Acala
Different varieties of Indian cotton:
Bengal Deshi, J-34, S/g or D/r ,LRA,H-4,MECH-1, Shanker-6,Bunny,MCU-5(30-31-32-33-MM),DCH-32,
List of some Indian cotton varieties, out turn %,span length and growing states is given below:


| Type | Pros | Cons |
| S6 | Excellent Grade, absorption, lusture and Strength | Contamination |
| MCU5 | Good Staple Length, lustre, absoption and strength | High Contamination |
| DCH32 | Staple Length, Strength | Low micronaire, relatively higher trash |
| Mech 1 | Cheaper than S-6 | Maginally low on all parameters against S-6 |
| J34 | Good Dye absorption, high mic/maturity | High Trash |
| H4 | Price lowest in its length peers | Low uniformity / grade |
| Bunny | Price Lowest in its length peers | Grade lower than MCU 5 |
| LRA | Trash lower than J-34 | Mic variance high, grade lower than J34 |
| V 797 | Inspite of high trash, final yarn good as it falls out good lustre |
Cotton grading is necessary because identifying the features of cotton fiber, merchants could efficiently buy and sell cotton in accordance with its grade. Grading is very important for textiles mills specially spinning mills.
Cotton grading basically depends on the visual inspection and evaluation of raw cotton. The physical characteristics include fiber length, strength, fineness, maturity, trash content etc.
Generic determinants of cotton fiber
Fiber length: Fiber length determines the strength of the yarn and enables faster spinning speed during processing at the final stages of textile production. Uniform fiber in yarn makes spinning easier by reducing breakage and assists faster spinning whereas short fibers can reduce strength of the yarn and lead to more wastage. Certain environmental factors, such as moisture content in the soil post flowering, determine the improvement in fiber length.
Fiber strength: The thickening of the fibers begins within around 28 days of flowering. During this period, fiber characteristics are influenced by temperature and stress as well as factors such as physical and microbial damage. The parameter can also be controlled by ensuring optimum potassium level in the soil. Fiber strength cotton helps make stronger yarn and better cloth at the final stage of textile manufacturing.
Micronaire: This quality helps determine fiber maturity and fineness. Micronaire is determined by fiber diameter and the formation of the secondary wall prior to the opening of the cotton boll. The number of fibers in a cross section of yarn determines yarn fineness in cotton. The presence of immature bolls in harvested cotton is one of the primary reasons for low micronaire in Indian cotton. Moisture content in the cotton bolls also determines the micronaire of cotton.
Maturity :
The maturity of cotton is defined in terms of the development of cell wall. A fully mature fiber has a welldeveloped thick cell wall. On the other hand, an immature fibre has a very thin cell. The fibre is to be considered as mature fibre when the cell wall of the moisture-swollen fibre represents 50-80% of the round cross section, as immature when it represents 30-45% and as dead when it represents less than 25%.
Immature fiber leads to :
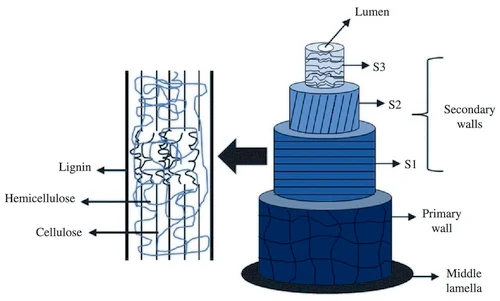 |
| Cotton fiber structure |
- Nepping,
- Loss of yarn strength,
- Varying dye ability,
- High proportion of short fibres,
- Processing difficulties mainly at the card
Immature fibre → Dye absorb ↓.
Color grade: Color grade determines both yellowness and brightness in harvested cotton. The main reasons for low color grade are weathering of cotton bolls and the low levels of cellulose production during development, which thereby affect the brightness of cotton. Environmental factors primarily contribute to color and brightness variations while microorganisms, boll rot and insect damage cause discoloration. Grading of cotton on the basis of color shall be as under: White, Cream, Yellowish, Deep Yellow, Greyish.
Trash content: In raw state cotton usually contains various amounts of trash residues depending on harvesting method. It is considered hand picked cotton is much less contaminated by trash than the mechanically harvested cotton. Trash residues found in raw cotton include dried and broken foliage of leaves, stems, hulls, barks, bracts in addition to whole and broken seeds, grass, sand, dust and motes (undeveloped seeds). Normal whole seeds, either ginned or unginned generally do not form part of trash.
Number of pickings: Number of pickings in seed cotton cultivation influences the quality of cotton. Quality of cotton fiber decreases with subsequent picking. In India, there are sometimes up to 6 pick per season.
Cotton fiber characteristics are strictly depend on environmental conditions like rain, pest and diseases attack. Unfavorable weather condition yields poor quality of cotton fibers and similarly favorable environmental conditions lead decent productivity along with good fiber quality.
Cotton weighing Units:
1 Indian bale 170 kg
1 Indian Candy 355.62 kg of lint cotton
100 Indian bales Approx. 48 Candy
1 US Bale (480 pound) 217.7 Kg
Faults of Cotton:
Different types of defects or faults of cotton fibre have listed in the below:
- Dead fibre,
- Immature cotton,
- Damp cotton,
- Paste formation,
- Powdery mildew,
- Cellulose degradation,
- False mildew or grow mildew,
- Cake formation,
- Cotton rust,
- Lint rot,
- Sticky cotton.
Faults and Remedies of Cotton Fiber:
All the above faults or defects of cotton have explained in the following:
1. Dead fibre:
About
10-15% cotton fibre become dead when we collect it before the right
time. So, if we collect this cotton in schedule time then this type of
problem will be solved.
2. Immature cotton:
If the tree cotton plant is affected by the insects then this type of problem will be shown.
3. Damp cotton:
This
type of problems is shown due to the collection the fiber in moist and
cold weather. After drying in sunlight, this type of problems can be
removed.
4. Paste formation:
This type of defects also be found due to the attack of insects.
5. Powdery mildew:
It is one kinds of faults which is created due to cultivating cotton in excess dry weather.
6. Cellulose degradation:
Degradation means deformation. It is occurred due to beating the cotton by insects on by using excess insecticides.
7. False mildew or grow mildew:
It is occurred due to attacking of fungus and bad weather.
8. Cake formation:
This type of defects have found due to the attacking of insects.
9. Cotton rust:
Cotton rust defects have found due to cultivate the cotton in dry weather or after rain.
10. Lint rot:
To bear yellowish or brownish color of fibre is known as lint rot. This may occur when cotton be remained in damp environment after collecting.
11. Sticky cotton:
No comments:
Post a Comment