The
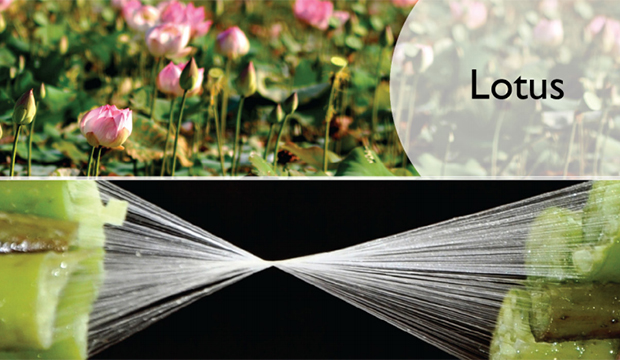
lotus flower is adored for its characteristic of rising above the muddy water,
indicating how one can rise above defilements of life. Apart from motivation
for life, the plant also provides fibres which are used for making a rare kind
of cloth matching with the flawless virtues of the silk. Fibres extracted from
the lotus flowers of the Myanmar , Cambodia lakes are spun by hand and woven within 24
hours making a fabric similar to silk.
Extracting
fibres from lotus stems have been in practice since long. Later during the 90's
designers of Japan setup workshops to create a foreign market for their fabric.
But due to low demand in Japan, lotus fibre fabric remained a rare and handmade
textile.
Lotus
plant is believed to have healing abilities and wearing a fabric made from
lotus fibres is also believed to have the same effects. Lotus plants are pure
by virtue, and they radiate this purity through their fibres. By wearing lotus
fibre fabrics, one feels calm, peaceful and meditative. It also cures the
wearer from headaches, heart ailments, asthma, and lung issues. The fabrics are
100 percent organic, and hence are environmentally friendly.
In order to understand the structure and properties of lotus fibers to
provide theoretical basis for developing lotus fiber fabric, the
research on chemical components, morphological structure, aggregation
structure and mechanical properties of nature lotus fiber is implemented
by chemical quantitative analysis, scanning electron microscope,
infrared spectra, X-ray diffraction analysis and so on. The result is
shown. First, lotus fiber is consist of cellulose, hemicellulose, fat
waxy, lignin, ash, pectin, hydrotrope, amino acids and so on, where
cellulose is the main ingredient. The lotus fiber, showing ribbon spiral
revolving structure vertically, has clearly imperceptible cross
striation, and is bundle fiber composed of many monofils. Then, the
cross-sectional of lotus monofil is circular or similar to circular.
Lotus fiber is typical cellulose structure with 48% crystallinity and
60% orientation. The density, fineness and moisture regain of lotus
fiber is respectively 1.1848 g/cm 1.55 dtex, 12.32%. Lotus fiber is
high strength and low stretch fiber with initial modulus 146.81 cN/dtex,
breaking strength 3.44 cN/dtex and breaking elongation 2.75%.
Lotus fiber is a
natural cellulose fiber isolated from lotus petiole. Botanically, the
fiber is the thickened secondary wall in xylem tracheary elements. In
order to obtain essential information for the preparation and processing
of lotus fibers, the fine structure and properties of lotus fibers were
investigated by the aid of transmission electron microscopy (TEM),
confocal laser scanning microscopy (CLSM), atomic force microscopy
(AFM), X-ray diffraction (XRD), and so on. The results show that lotus
fibers display a rough surface topography and an internal structure
different from common plant fibers. The percent crystallinity and
preferred orientation of crystallites in lotus fibers are 48% and 84%,
respectively. Considering the average breaking tenacity and Young's
modulus, lotus fibers are similar to cotton. The elongation of lotus
fibers is only about 2.6% while their moisture regain is as high as
12.3%.
Manufacturing Process:
The entire process of fibre extraction, spinning
it into yarn and making the fabric is completely handmade making the process
time consuming. This also limits the quantity of the fabric produced. Stems of
the lotus plants are collected, cut, snapped, and twisted to expose its fibres.
These are thin and white filaments around 20 to 30 in number. These thin
filaments are rolled into a single thread. Around 20-25 women are needed to extract
fibres this way for one weaver to work with.
Fibres
extracted from the stem are spun into yarn. Extracted fibres are placed in the
skeins on a bamboo spinning frame preparing them for warping. Yarns are made
by placing the fibres on a bamboo spinning frame and transferring the thread
into winders for warping. With much care, not to get tangles, threads are made;
up to 40 meters long. The threads are then taken from the warping posts,
and are coiled into huge plastic bags. Yarns for the weft are wound into bamboo
bobbins.
Fabrics
are woven in the traditional Cambodian loom. Excess warp is stored and later
released during the course of weaving. The woven fabric has a width of
approximately 24 inches. During the process of weaving, threads are frequently
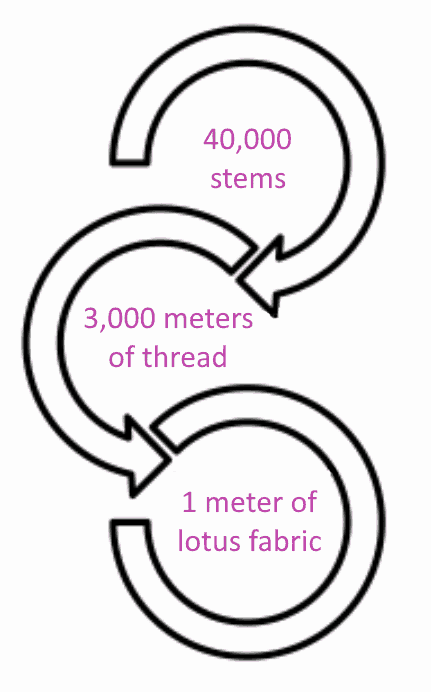
moistened with water, as lotus fibres need to be kept cool. Around 1, 20,000
lotus stems are required to make fabrics adequate for making a costume. The
fibres are very delicate and should be woven within 24 hours of being extracted
so as to prevent its deterioration.
Lotus
fibre fabric gets the fashion branding:
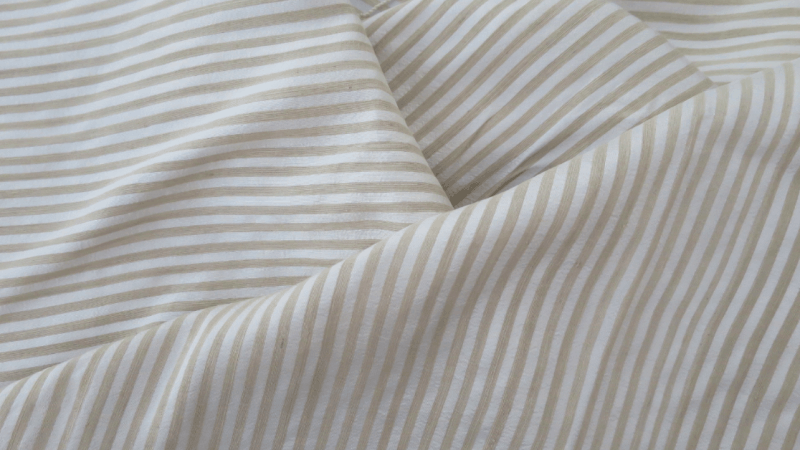
The
fabric looks like a blend of linen and silk, and posse's wrinkle resistant and
breathable qualities given by the molecular makeup of the lotus plant. It has a
milky yellow hue. Textile baron Mr Pier Luigi Loro Piana, owner of the Italian
luxury brand Loro Piana, happened to see the fabric. Impressed by the fabrics
breathable, and wrinkle resistance capacities, Pina travelled to Myanmar where
he learnt more about the fabric. He offered by buy around 55 yards of fabric
for a month for his company. Jackets of Loro Piana made from lotus fibre
fabrics cost up to $ 5,600 and have a good market in countries like Japan and
Europe.
Lotus
fibres have age old tradition of making robes for Buddhist monks of highest
ranks, and to decorate Buddha idols. Traditional fabric weaving is difficult to
be translated into mass production. Involving exclusive craftsmanship, and
time consuming in its making, lotus fibre fabrics remain as a true luxury only
for the privileged ones.
The Lotus fabric is thefirst natural microfiber and probably the most ecological fabric
in the world. Like other microfibers, it has remarkable properties: it
is amazingly resistant, soft, light-weight, wrinkle-free and
sustainable.
The plain woven pure Lotus fabric is recommended for jackets and dresses, as it is hard wearing and soft.
The airy pure Lotus fabric is recommended for scraves, as it is especially breathable and light.
Lotus fabric has unique properties: it is naturally soft, light, especially breathable, and almost wrinkle free. It is also a very eco-friendly fabric containing no chemicals or toxic products. It’s probably the most ecological fabric
in the world. We transform a stem that would have turned to waste into a
quality textile, while not using any polluting energy during the
entirety of the production process.
Starting with this uniquely soft and breathable fabric, we developed the first prototypes of our new collection. Our lotus fabrics are all made possible thanks to the skill of our artisanswho possess unparalleled expertise, and create strikingly precise and detailed designs.
Some figures around lotus fabric manufacturing:
4 harvests of lotus per day
1 hectare of lake per spinner
1 spinner can produce up to 250 meters of thread a day
Around 30kgof stems are needed to produce 250 meters of thread
1 experimented weaver can weave 1 meter of lotus fabric a day
Exceptional properties
Light weight
Soft touch
Silky hand
Especially breathable
Wrinkle resistant
Piling resistance
Tearing and tensile strength
( According to a test report realized in 2016 by IFTH (the French Textile and Clothing Institute)
The most ecological fabric
A waste (lotus stems) transformed into a quality textile
No chemical or toxic product
Hand spun and woven following traditional Cambodian methods
Draw Frame is a machine for combining and drawing slivers of a textile fiber (as of hemp for rope manufacture or cotton for spinning).Draw Frame is the operation by which slivers are blended, doubled and leveled. In
short staple spinning the term is only applied to the process at a draw
frame.
In drawing slivers are elongated when passing through a group of pair rollers, each pair is moving faster than previous one.
Actions Involved in Draw Frame
Drafting: It is the process of increasing length per unit weight of sliver. It is mainly due to peripheral speed of the rollers.
Doubling:
The process of combing two or more carded sliver into a single form is
called doubling. In draw frame m/c generally six slivers are fed to
convert into one i.e. six doubling.
Drawing:
In the cotton industry the term is applied exclusively to processing on
the draw frame, where the operation is one of doubling and drafting.
Drawing= Drafting + Doubling.
Diagram of draw frame
Tasks of Draw frame
Equalizing
Parallelizing
Blending
Dust removal
Equalizing: One of the
main tasks of draw frame is improving evenness over short, medium and
especially long terms. Carded slivers are fed to the draw frame have
degree on unevenness that cannot be tolerated in practice and slivers
from the comber contain the “infamous” piecing. It is obscured by draw
frame.
Equalizing is
always performed by a first process, namely doubling and can optionally
also be performed by a second process, namely auto leveling. The draft
and the doubling have the same value and lie in the range of 6 to 8.
Parallelizing:
To obtain an optional value for strength in the yarn characteristics,
the fibers must be arranged parallel in the fiber strand. The draw frame
has the tasks of creating this parallel arrangement. It fulfills the
task by way of the draft, since every drafting step leads to
straightening the fibers. Blending : In addition to the equalizing effect, doubling also provides a degree
of compensation of raw material variation by blending. Their results are
exploited in particular way in the production of blended yarns
comprising cotton or synthetic blends. At the draw frame metering of the
individual components can be carried out very simply be selection of
the number of slivers entering the machines.
Dust Removal:
Dust is steadily becoming a greater problem both in processing and for
the personnel involved. It is therefore important to remove dust to the
greatest practical extent at every possible point within the overall
process.
Dust removal can
only be carried out to a significant when there are high levels of
fiber. Since a large function the smallest particles adhere relatively
strong to the fibers. High performance draw frame is equipped with
appropriate suction removal systems; more than 80% of the incoming dust
is extracted.
Actions involved in Draw Frame
Drafting: It is the process of increasing length per unit weight of sliver. It is mainly due to peripheral speed of the rollers.
Doubling:
The process of combing two or more carded sliver into a single form is
called doubling. In draw frame m/c generally six slivers are fed to
convert into one i.e. six doubling.
Drawing:
In the cotton industry the term is applied exclusively to processing on
the draw frame, where the operation is one of doubling and drafting.
Drawing= Drafting + Doubling.
Operating Devices
·Creel (Sliver Feed)
·The drafting Arrangement
·Suction systems for the drafting arrangement
·Coiling
·Can charger
Creel
The creel must be designed so that:-
·False Drafts are avoided.
·The machine stops upon accordance of the sliver break.
·Sliver breaks can be dealt with easily, comfortably and safely.
In
this purpose it is necessary to provide a rotable roller or roller pair
above each can. A guiding device for leading the rollers into the
drafting arrangement is also required.
Requirements of drafting arrangement
The
drafting arrangement is the heart of the draw frame. Drafting
arrangement exerts most decisive influences on sliver quality. The
requirements placed on the drafting arrangements are mentioned bellow:-
1.Simple, uncomplicated construction.
2.Stable design with smooth running roller. IT means rollers should be centric and smooth running.
3.A mode of operation giving a high quality product at even high running speeds.
4.High Degree of flexibility, suitability for all raw materials.
5.Optimal control over the movement of the fibers during the drafting operation.
6.High precision in both of operation and adjustment.
7.Rapid and simple adjustability of roller spacing and draft levels.
8.Ease of maintenance of cleanings.
9.Optimal ergonomic design.
Factors dependent upon the fiber materials
1.Mass of the fibers in the strand cross section.
2.Degree of order of the fiber.
3.Shape of cross section of the fiber strand.
4.Compactness of the fiber strand.
5.Length of fiber.
6. Adhesion between the fiber depends upon:-
·Surface structure
·Crimp
·Lubrication
·Compression of the strand.
7.Evenness of distribution of fiber length.
8.Twists present in the fiber strands.
Factors depending upon the drafting arrangement
1 1. Diameter of the rollers.
2. Hardness of the top rollers.
3 3. Pressure exerted by the top rollers.
4 4. Surface characteristics of the top rollers.
5 5. Fluting the bottom rollers.
6 6. Type and form of fiber guiding devices, such as pressure rods, pin bars, aprons, condenser etc.
7 7. Clamping distance.
8 8.Level of the draft.
** Both input and output of draw frame is sliver, then what is done in draw frame?
Answer:
From a purely commercial point of view draw frame is of little
significance. But its influence on quality and evenness is greater. The
carded sliver contains fibers which are oriented in various directions
and they are crimped, hooked or curled. They entangled with one another
and their height per unit length is high. They are irregular and contain
some impurities. So they need a process for eliminating these errors.
In cotton spinning line raw frame is the definitive compensation point for eliminating errors. This draw frame:-
·Straighten the fibers in sliver.
·Make the fibers more or less parallel.
·Reduce the weight per unit length of sliver.
·Remove dust from sliver.
·Make very perfect blending of fibers.
So, the carded sliver is actually made perfect in quality and evenness of draw frame.
Elements of drafting arrangements
Bottom roller:
Bottom rollers are made of steel and are mounted in roller strands or
in frames by means of needle or ball bearings. They are positively
driven from main gear transmission.
On order to improve their ability to carry the fibers along, they are formed with flutes of one of the following types.
·Axial flutes
·Spiral flutes
·Knurled flutes
Top roller:
The top rollers are not positively driven; they are mounted by the
means of ball bearings. These top rollers are made of steel and they are
covered with thick coating of synthetic rubber. An important matter
avoid this coating is its hardness. Soft rubbers coating can grip the
fiber strand more perfectly than that of hard one, but soft coating of
rubber wear out more quickly.
Hardness of rubber coating on top rollers in specified in terms of degree shore.
Soft coating -> 60-70 degree shore
Medium coating -> 70-90 degree shore
Absorb coating-> Above 90 degree shore
3 over 3 drafting Arrangement
This
is probably the most widely used form of drafting arrangement which was
first developed by Platt in 1960. The drafting arrangement runs more
smoothly with longer rollers. This is applied especially to the front
rollers. For a given circumferential speed larger rollers can be
operated at lower speed of revolution.
Roller slip
For
pressure variation on top rollers gripping of fiber becomes irregular
and due to this variation occurs in the draft of sliver. Due to roller
slippage in front zone drafting becomes less. Roller slop also occurs if
thick slivers are passed through drafting arrangement, because the
bulky material cannot be drawn foreword by the rollers with exactitude.
Though, more or less 3% roller slip in considerable.
Auto leveler
Without auto leveler we do not correct errors but avoid them. Auto leveler may be off 3 types.
1. Short term auto leveling system (for lengths of product from 10-12 cm)
2. Medium term auto leveling system (for length above 3m)
3. Long term Auto leveling system (for length above 20m)
Whatever be the system, the design of an auto leveler falls into two groups.
1. Open loop auto leveler
2. Closed loop auto leveler
Open loop auto leveler
In
open loop auto leveler sliver weight is measured from input material.
Here the measurement of sliver irregularity is expressed in terms of
voltage and is compared with a desired value (DV). The resulting error
signal is amplified (A) and after a suitable time delay (TD) its signal
is used to vary the speed of variable speed device (S). A tachogenerator
(TG) ensures that the variable speed device accurately follows the
signal.
Advantages:
1. Accurate regularity maintaining is possible.
2. Piecing which arises from combing can be partly eliminated by open loop system.
3. Suitable for control the variation of short to medium wavelength.
Disadvantages:
1. If the measuring be sensor is improper, it is not possible to control the regularity.
Closed loop Auto leveler:
In closed loop auto leveler system sliver weight is measuring (M) from
the output material and the resulting signal is integrated (I). Then the
signal is compared with the desired level. After amplification (A), the
variable speed devices (S) vary the speed of the drafting rollers.
Because of the absence of any averaging device this would cause
irregularities in output.
Advantages:
1. Suitable for compensating errors of long wave length.
2. It can be used in error raw frame.
3. A part of faults can be eliminated by it in first passage.
Disadvantages:
1. It cannot eliminate piecing as finely as open loop auto leveling system.
2. It is very costly.
After going through closed loop auto leveling system the sliver needs a second passage for eliminating other faults.
Correction Length
If there is a sudden deviation from the
set volume as the material passes through, a corresponding signal is
sent to a regulating device to correct the fault. Owing to the mass
inertia of the system, compensation cannot be effected suddenly, but
must be carried out by gradual adjustment. A certain time (the
correction time: I ) elapses before the
sliver delivered has returned to the set volume. During this time,
faulty sliver is still being produced, although the deviation is being
steadily reduced. The total length that departs from the set value is
referred to as the correction length (I). In
closed-loop systems, the correction length is further increased by the
dead time. In this case it depends upon the dead time (II) and the correction time (III). The correction length depends upon the system and the speed of operation, and therefore varies considerably.
The term “correction length” is used to describe the efficiency of a
leveling device. However, this term is used in different ways and
sometimes also incorrectly. The current interpretation is: “The
correction length is the length of the product which would be produced
when leveling a rectangular deviation of the product.“ The length
therefore refers to an amplitude of the fault of 1%. The term
“correction length” is therefore a theoretical value, since in practice
rectangular faults do not occur. As they cannot be checked in the
spinning mill, the quality of the delivered sliver is usually taken as
the standard of comparison, and sliver evenness can be determined by any
evenness tester.
Necessities of Auto stop motion
Stop motion is a device which provided to ensure in the machine are stopped immediately if: –
1. The sliver run out from the creeled can.
2. Sliver brakes in the creel.
3. Lap up on drafting roller.
4. If sliver is chocked in the sliver collecting plate and funnel.
5. If sliver is chocked in between trumpet and calando roller.
6. If delivery can is filled with sliver.
If stop motion system is absent then the following defects may arise:-
1. Considerable damage may cause to machine.
2. The output sliver may be thick or thin.
3. Lapping up of drafting or calendar roller.
4. Irregular drafting.
5. Excess of full can.
6. Too much waste produce.
7. The yarn strength or roving strength may vary from place to place.
8. Any operator must have to attend the machine full time to stop it at any fault.
Effects of Draft and doubling on sliver quality
We know that due to drawing and drafting the irregularity of sliver increase but due to doubling irregularity decreases.
Let us assume,
Cγm = Coefficient of variation of mass.
D =draft
Now,
Cγm α d
=>Cγm = k.d, where “k” is a constant for particle fiber.
Technical specifications of draw frame is as below :
Delivery speed [m/min]
up to 1 100
Production per delivery [kg/h]
up to 400
Deliveries per machine
1 or 2
Doublings
4 to 8
Draft
up to 12
Delivery hank [ktex]
1.25 to 7
Waste [%]
0.1 to 1
The advantages of high-performance leveling
drawframes
In the spinning mill:
reducing count variations;
fewer short-term mass variations in the yarn (CV %);
improving the coefficient of variation of yarn strength (CV % cN/tex);
fewer yarn imperfections (IPI and Classimat);
improving the efficiency of roving frame and spinning machine by reducing the ends down rates;
fewer cuts on the winding machine.
In the subsequent process stages:
reduction of ends down rates in weaving preparation and weaving;
even appearance of the finished cloth;
reducing the cost for claims by eliminating a remarkable number of faults.
Autoleveler Draw Frame RSB-D 50 and Draw Frame SB-D 50 – A new dimension in productivity, quality and easy operation
The
new single-head draw frame generation from Rieter offers an
unprecedented level of productivity with the highest quality standards.
The patented drive concept ECOrized uses 25% less belt, saves up to
1 000 EUR per year on energy costs and now allows higher delivery
speeds, for example for polyester and combed cotton. The unique
SLIVERprofessional expert system is integrated on the easy-to-use
touchscreen. Assortment changeover times are significantly reduced.
Superb scanning precision and highest autoleveling dynamics ensure
outstanding sliver evenness. A patented sliver coiling sensor guarantees
precise coiling from the very first centimeter.
Economy
The
draw frame is designed for highest productivity of up to 1 200 m/min
delivery speed. Depending on the fiber material, the speed can be
increased by up to 33%.
The substantially shortened drive train
with energy-efficient motors saves up to 1 000 euros in energy costs per
year on each RSB draw frame. This is also reflected in a significantly
quieter machine.
The patented sliver guide upstream of the
drafting system guarantees centric sliver guidance with high
productivity and sliver quality at all times.
Quality
Superb
scanning precision and highest autoleveling dynamics ensure outstanding
sliver evenness – from the first to the last centimeter.
Superior
Classimat values in the yarn are achieved due to efficient drafting
system extraction with lifting cleaning lips and the
frequency-controlled drive.
The new coiler CLEANcoil-PES
extends the cleaning cycle on critical PES fibers by at least 100%. The
CLEANtube option ensures clean sliver coiling when processing cotton.
Flexibility
Convenient
setting of the delivery speed, coiler speed, suction intensity and
draft (RSB only) is made on the touchscreen via frequency-controlled
drives.
High visibility LEDs indicate the condition of the draw
frame and simplify the work for the operator. A colored touchscreen
facilitates intuitive operation.
The SLIVERprofessional expert
system is integrated in the machine. The direct adoption of setting
recommendations allows a rapid assortment changeover with best sliver
quality.
TRUTZSCHLER Draw Frame
The right draw frame for every application
The Trützschler draw frame types are as diverse as their
applications. The one thing all Trützschler draw frames have in common
is a drafting system concept with optimized drives and pneumatically
loaded top rolls, which are of great technological importance. Colour
touch screens allow for simple and secure operation and maintenance by
the user.
It is the task of the Trützschler draw frames to optimize the sliver
after carding and before spinning. There is a matching machine type for
every application: The autoleveller Draw Frame TD 8 is ideal for high
productions up to 1,000 m/min. The TD 8-600 (600 m/min) was designed for
combing mills. Due to their low energy consumption, breaker Draw Frame
TD 7 without levelling and the newly developed TWIN Draw Frame TD 9T
operate particularly economical. The advantages of the Integrated Draw
Frame IDF 2 are low space requirement and a high level of efficiency.
The new breaker Draw Frame TD 9T
The Trützschler Draw Frame TD 9T is a twin draw frame with focus on
reduced space requirement and efficient production. If required, it is
also available as single TD 9 version. Thus, each even and uneven number
of drafting heads is implemented.
The reliable breaker Draw Frame TD 7
If the operational organisation does not permit the use of large
cans, the reliable Trützschler breaker Draw Frame TD 7 is employed.
Featuring a large can magazine, it is ideal for a space saving solution
for cans with 500 or 600 mm diameter.
The successful autoleveller Draw Frame TD 8
The best autoleveller draw frame of all times convinces with
consistently good sliver quality and excellent running behaviour. This
draw frame is characterised by simple, intuitive operation and
sophisticated optimization tools.
The special autoleveller Draw Frame TD 8-600 for combing
This version of the TD 8 was developed for use post combing.
Optimization of the control algorithms to the typical application range
of 450 – 550 m/min improves sliver quality. Selecting drives for a
delivery speed of maximum 600 m/min reduces power consumption.
The Integrated Draw Frame IDF 2 for rotor spinning
For rotor spinning, especially when processing cotton and any type of
waste and secondary raw materials, there is no better solution than
direct coupling of the Integrated Draw Frame IDF 2 with the card. Yarn
quality and economic efficiency outperform any conventional process.
LMW Draw Frame
Draw Frame LDF3
Salient Features
Deliver y speed of up to 1,100 mpm (mechanical)
4 Over 3 drafting arrangement with Pressure bar
Duo – Digital auto levelling system
Change Gearless Drive
Inver ter controlled main drive facilitates deliver y speed change from display
– Stepless increase in speed
– No change pulleys
Ser vo motor drive to drafting
– Main Draft adjustment through display
– Elimination of main draft change pulleys
Quality
Automatic suggestion of Autoleveller correction point based on Roller setting and Break draft
Sliver monitor ensures the quality of output sliver
Spectrogram for self diagnosis of mechanical faults
Drafting & Delivery Zone
– Electronic sliver cutting
– Auto piecing using Pneumatics
– Top roller end bush with sealed bearings and Life time grease
– Self-cleaning top roller strippers – Stripper is automatically lifted periodically
Suction System
– Integrated suction system for drafting, console, and sliver feed at Scanning
– Filter box with Wiper arrangement for easy maintenance
Ergonomically designed four row creel for accommodating feed cans upto 40” dia.
Replaceable stainless steel coiler for man-made fibres
Deliver y Cans dia. 12” to 24” / Deliver y Can ht. 36”, 42”, 45” and 48”
Adjoining platforms for space saving – optional layouts
Marzoli Draw frame
DF1 - DFR1
Speed
Up to 1,000 m/min
Feeding
Up to 8 doublings
Drafting system
3 over 3 + guiding roller
Delivery cans
18", 20", 24" and 40"
Perfect fibers control in the drafting area
High eveness of the output sliver
Speed up to 1,000 m/min
DFR1 with state-of-the.art open-loop autoleveling technology
Positively driven creel to prevent false drafts
Contact sensors and sliver control system before the T&G to ensure an immediate stop of the machine if a sliver breaks
Toothed belts for power transmission to reduce energy consumption, noise and maintenance
3 over 3 drafting system with guiding roller
Quality monitoring sensor located at the delivery calender
Fast and reliable automatic can change
Highly efficient suction system
Special design of the coiler to avoid dust and fibers accumulation inside the tube
Delivery heads
One
Raw material
cotton , man made fibers , blends
Delivery speed
Up to 1,000 m/min
Doublings
6 or 8
Draft
4 to 10
Can sizes
18" to 40" diameter
Drawing frame
On
their way to become high-quality yarn, staple fibers must first be
subjected to extensive processing. In this process, the drawing frame is
a major quality driver, since all flaws that are preserved in the drawn
fiber structure will also become visible in the yarn. Siemens offers a
high-quality solution in order to meet the resulting challenges for the
automation solution. SIMOTION and SINAMICS products support a
sophisticated automation concept that provides many benefits for the
machine. The drawing frame is located in the spinning process between
the carding machine and the spinning machine. It serves to draw out and
parallelize the fibers. Major components of the drawing frame include
the feeding gate, the drawing equipment and the take-off cylinder.
Siemens Solution example for drawing frames
The automation serves to ensure the accurate speed synchronism
of the four drives - especially during the start and stop of the
machine and in case of power failure. The Motion Control system SIMOTION D and the drive system SINAMICS S offer a fully integrated automation solution from a single source.
Benefits
Optimum production resultsthrough high-speed material thickness control (with closed-loop controlled system)
Superior control dynamicswith differential gearbox, or